



wire, Düsseldorf
Internationale Fachmesse für Draht und Kabel
15. bis 19. April
www.wire.de


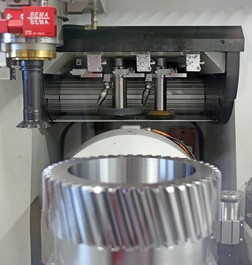
Bild: Klaus Vollrath
Die Herstellung von Zahnrädern für den Einsatz im Maschinenbau erfolgt zumeist mithilfe von speziell hierfür ausgelegten Maschinen. Meist sind spezialisierte Werkzeuge mit exakt an das Werkstück angepasster Geometrie erforderlich. Aufgrund der hohen Anforderungen an die Härte der Zahnradoberflächen erfolgt die Herstellung oft dreistufig: Weichbearbeitung, Härten und Endbearbeitung.
Bei der Herstellung von Zahnrädern für den industriellen Einsatz zum Beispiel im Maschinenbau kommt es oft auf Schnelligkeit und Flexibilität an, erläutert Dipl.-Ing. Jürgen Röders, Geschäftsführer der Röders GmbH in Soltau. Während in Bereichen wie der Automobilindustrie grosse Stückzahlen im Vordergrund stehen, sind die Serienlosgrössen im Maschinenbau deutlich kleiner. Manchmal werden weniger als zehn Exemplare und fallweise sogar nur Einzelstücke benötigt. Dabei ist der Termindruck häufig erheblich. Gerade dann erweisen sich die Mehrstufigkeit der Bearbeitung sowie die aufwendige Vorab-Herstellung von Werkzeugen mit speziell angepasster Geometrie als Handicap. Vor allem für die sogenannten Job-Shopper, die sich auf die Herstellung von Industriezahnrädern in kleineren Stückzahlen und innerhalb kurzer Fristen spezialisiert haben, sei daher eine Anlagentechnologie interessant, mit deren Hilfe sich ein Zahnrad mittlerer Grösse in guter Qualität aus einem gehärteten Rohling innerhalb von etwa einem Arbeitstag herstellen lasse.
Die Zahnradbearbeitung mit Euklid Gear-CAM …
«Für die Herstellung von Zahnrädern wird eine speziell hierfür ausgelegte CAM-Software benötigt, welche auch die verschiedenen Varianten von Zahnflankenkorrekturen abdeckt», ergänzt Carsten Wendt, der das entsprechende Entwicklungsprojekt betreut. Technologiepartner ist hierbei der CAM-Softwareentwickler Euklid, der mit Euklid Gear-CAM ein genau auf diese Aufgabenstellungen hin ausgelegtes Programm entwickelt hat. Dieses komfortable Software-Modul unterstützt den Anwender bei der Herstellung hochgenauer Zahnräder auf Standard-Fräsmaschinen. Interessant ist diese Lösung insbesondere für solche Unternehmen, die – parallel beziehungsweise ergänzend zur sonstigen Produktion – schnell Einzelstücke oder Kleinstserien als Prototyp, als Spezialausführung oder als Ersatz für ausgefallene Teile in vorhandenen Getrieben benötigen. Das Programm berücksichtigt auch die wichtigsten Korrekturfunktionen wie Breiten- und Höhenballigkeit sowie Kopf- und Fussrücknahme. Zu den Vorteilen der Herstellung auf einem 5-Achs-Bearbeitungszentrum gehört auch, dass keine Korrektur der sogenannten Zahnflankenverschränkung erforderlich ist, die bei manchen der herkömmlichen Herstelltechnologien als Folge von Beschränkungen der Maschinenkinematik erforderlich wird. Bei Verwendung einer 5-Achs-Fräse kommt es dagegen gar nicht erst zu diesem Problem.
… erfordert ein hochpräzises 5-Achs-Bearbeitungszentrum als Basis
«Bei der Zahnradherstellung spielt die Präzision des eingesetzten Bearbeitungszentrums eine entscheidende Rolle», sagt Vertriebsleiter Dr.-Ing. Oliver Gossel. Da Röders seine Anlagen für den Einsatz im besonders anspruchsvollen Werkzeug- und Formenbau entwickle, genügten sie von Haus aus höchsten Anforderungen sowohl bezüglich Präzision als auch Dynamik und das bei hoher Belastbarkeit. In diesem Marktsegment müssen Werkstoffe mit Härten bis zu mehr als 60 HRC bearbeitet werden, wobei teils Genauigkeiten bis herab zum einzelnen Mikrometer einzuhalten sind. Die für dieses Projekt eingesetzten Anlagen wie zum Beispiel die RXP 601 DSH eignen sich zudem nicht zur zum Einsatz als Fräse, sondern auch für das Koordinatenschleifen. Ihre Genauigkeit wird durch ein ganzes Bündel von konstruktiven Merkmalen sichergestellt, die vom Einsatz eines massiven Maschinenbetts aus Polymerbeton über hochgenaue Führungssysteme und reibungsfreie Linear-Direktantriebe bis zu einem ausgefeilten Temperaturmanagement mit innenliegenden Medienkanälen in allen wesentlichen Komponenten reichen. Temperierte Zwischenelemente unterbinden die Diffusion von Wärme aus den Antrieben in das Maschinenbett. Besonderes Augenmerk gilt auch der temperaturabhängigen Längung der Hauptspindel, was mittels Sensor überwacht und durch die Steuerung kompensiert wird. Ein wichtiges Merkmal ist zudem die mit 32 kHz aussergewöhnlich hohe Taktfrequenz der Regelungsintervalle («Racecut»), welche die schnelle Erkennung und Korrektur kleinster Bahnabweichungen ermöglicht. Weitere Pluspunkte sind Glasmassstäbe mit einer Auflösung von 5 Nanometer sowie ein patentierter Gewichtsausgleich der Z-Achse.
Eine besondere Rolle spielt zudem die umfassende Kompensation aller Positions- und Winkelabweichungen des Dreh-Schwenktischs. Hierfür wird die Einheit bei der Herstellung durch mehr als 400 verschiedene Positionen der beiden Drehachsen verfahren und dabei jedesmal mit hoher Genauigkeit vermessen. Die dabei ermittelten Daten zu Lagen und Winkeln werden in der Steuerung als Referenz hinterlegt.
Präzision beim Werkzeugwechsel
«Da bei der Verzahnungsbearbeitung Werkzeuge mit deutlich grösserem Durchmesser als bei der üblichen Fräsbearbeitung zum Einsatz kommen, gibt es für diese ein zusätzliches Werkzeugmagazin», verrät Jürgen Röders. Das unterhalb des Portals angeordnete Magazin kann drei Werkzeuge mit bis zu Ø 200 mm aufnehmen. Dadurch kann das interne Kettenmagazin der Maschine unverändert mit den üblichen Werkzeugen kleineren Durchmessers bestückt werden. Die Position des Magazins und der Schutz durch einen Rollladenverschluss verhindern das Eindringen kleinster Verschmutzungen oder Späne, die eventuell Winkelfehler zwischen Schnittstelle und Werkzeug hervorrufen könnten. Als weiterer Pluspunkt erfolgt die Übergabe dieser Sonderwerkzeuge dank der Vektorregelung der Hauptspindel in stets der gleichen Winkelposition, sodass es selbst nach mehrmaligem Werkzeugwechsel nicht zu Fluchtungsabweichungen der einmal abgerichteten Schleifwerkzeuge kommen kann.
Weitere Besonderheit dieser Werkzeuge ist eine eigene Verrohrung für die Schleifölversorgung, die mit dem Werkzeug zusammen als Paket übergeben wird. Die entsprechende Düse ist daher stets exakt ausgerichtet und gewährleistet so eine optimale Ölversorgung der Kontaktzone zwischen Schleifwerkzeug und Werkstück.
Ausserordentliche Flexibilität bei Werkzeugwahl und -einsatz
«Da wir bezüglich der Wahl der eingesetzten Werkzeuge kaum Restriktionen unterliegen, geniesst der Bediener eine aussergewöhnliche Wahlfreiheit», freut sich Oliver Gossel. Statt teurer und aufwendiger Spezialwerkzeuge wie Schleifschnecken, Wälzfräser oder Schabräder können die Jobs mit vergleichsweise einfach gestalteten Fräsern, Schleifscheiben oder Schleifrädern durchgeführt werden. Bei den Schleifwerkzeugen ermöglicht der Einsatz eines Abrichtrads die Wahl zwischen einer einfachen ebenen Geometrie oder der Erzeugung einer genau nach Vorgaben formangepassten Kontur. Letzteres ermöglicht eine höhere Produktivität.
Die Software bietet die Wahl zwischen verschiedenen Bearbeitungsstrategien und Werkzeugpräferenzen beim Schruppen und Schlichten. Gear-CAM minimiert aus der Zahngeometrie und den vorgegebenen Toleranzen automatisch die Zahl der Werkzeugbahnen dergestalt, dass die Toleranzen exakt eingehalten werden. Die entsprechenden Schnitt- und Leistungsdaten können einer einstellbaren Werkzeugdatenbank entnommen werden. Die Verzahnungsqualität kann je nach Vorgaben Stufe 2 oder 3 erreichen. Zu den Vorteilen der neuen Lösung zählt auch, dass Zylinderflächen wie Bohrung oder Schaft in einer Aufspannung fluchtend bearbeitet werden können.
Als neueste Variante steht mittlerweile mit InvoMilling eine Kombination aus speziellen, in Zusammenarbeit mit Sandvik entwickelten Fräswerkzeugen und einer hierauf optimal abgestimmten Frässtrategie zur Verfügung.
Automatisierung und Support
«Bei unseren Kunden hat das System solchen Erfolg, dass wir dafür inzwischen auch schon spezielle Optionen für die Automatisierung des Prozesses entwickelt haben», bilanziert Carsten Wendt. In erster Linie sind dies kompakte RCS-Schrankmagazine mit integriertem Handling, die den automatisierten Werkstückwechsel und damit einen nahezu ununterbrochenen 24/7-Betrieb des Fräszentrums ermöglichen. So lassen sich niedrige Fertigungskosten selbst bei Einzelstücken erreichen. Dank der Technologiepartnerschaft mit Euklid könne man den Kunden beim Einsatz vollen Support nicht nur bezüglich des Fräsbearbeitungszentrums, sondern auch mit Blick auf die Möglichkeiten der CAM-Software Euklid Gear-CAM zukommen lassen.
Mit der Wahl einer solchen Lösung verfügten Kunden über gleich zwei hochinteressante Möglichkeiten. Zum einen könne man in ausserordentlich kurzer Zeit aus einem bereits gehärteten Rohling ein einsatzbereites Zahnrad hoher Qualität herstellen. Auf der anderen Seite verfüge man damit zugleich über ein aussergewöhnlich präzises und zugleich leistungsstarkes 5-Achs-Fräsbearbeitungszentrum, das sich auch für verschiedenste andere Aufgaben im Betrieb einsetzen lasse.
INFOS | KONTAKT
Röders GmbH
Gottlieb-Daimler-Strasse 6
D-29614 Soltau
T +49 (0)5191 603 43
www.roeders.de
hsc@roeders.de





Der Treffpunkt der Mikrotechniken. Fachmesse für Automation, Werkzeugmaschinen und Zulieferung
16. bis 19. April
www.siams.ch
Weltleitmesse der Industrie mit dem Leitthema «Energizing a Sustainable Industry»
22. bis 26. April
www.hannovermesse.de




