HANNOVER MESSE, Hannover
Weltleitmesse der Industrie mit dem Leitthema «Energizing a Sustainable Industry»
22. bis 26. April
www.hannovermesse.de


Mit einer autarken Fertigungsinsel investierte die Rychiger AG in die produktionstechnische Zukunft. Zwei vernetzte Fehlmann Versa 825 inklusive Werkstück- und Werkzeugspeicher, integrierter Messmaschine und Waschanlage sorgen für eine mannarme Fertigung von kleinsten Serien. Hartfräsen inklusive Schleifprozess sind Bestandteil der Fertigungslösung.
Die Rychiger AG, ein international agierender Verpackungsmaschinenbauer mit 350 Mitarbeitenden, produziert und vertreibt kundenorientierte Lösungen im Bereich Food Beverage, Healthcare. Sowohl das Auftragsvolumen als auch das Kundenspektrum haben sich in den letzten Jahren hervorragend entwickelt.
Gegründet wurde die Rychiger AG 1918 als mechanische Werkstatt. In den 50er-Jahren wurde das Unternehmen strategisch in Richtung Füll- und Siegelmaschinen in der Verpackungsindustrie weiterentwickelt, seit einigen Jahren ist die Division Heathcare ein weiterer Pfeiler der Strategie. Heute ist das Unternehmen in diesen Sektoren hoch spezialisiert. Seit 2016 wurden im Rahmen des zunehmenden Auftragsvolumens die Weichen für eine zukunftsgerichtete Produktion gestellt.
Konsequente Weiterentwicklung der Produktion
Dazu sagt Peter Dähler (Vice President Operations, Rychiger AG): «Der Druck auf unsere Produktion kam von mehreren Seiten. Zum einen das oben beschriebene Szenario, dass das Auftragsvolumen in den letzten Jahren stark zugenommen hat. Zum anderen waren wir in der Vergangenheit bei unserer Ersatz- und Neuteilversorgung unserer Maschinen sehr stark auf Zulieferanten angewiesen, einige davon sind während der letzten Jahre weggebrochen. Auch das erhöhte den Druck auf unsere eigene Fertigung. Daraufhin entwickelten wir eine neue Produktionsstrategie mit dem Ziel, die geforderte technologische Fertigungstiefe wirtschaftlich zu realisieren, wir wollen unsere Kunden erfolgreich machen.
Rolf Lanz, Director Manufacturing, Rychiger AG: «Seit ca. 2016 setzen wir diese Strategie um, die eigene Fertigung wird konsequent modernisiert und der Fokus wird auf die anspruchsvollen Teile gesetzt».
Um sich die Herausforderungen an die Produktion zu vergegenwärtigen, ein kurzer Blick auf das Teilespektrum: 4500 Artikel in unterschiedliche Lose respektive Serien laufen pro Jahr durch die Produktion, wovon zirka 1300 davon Neuteile sind und entsprechend ins CAM eingepflegt werden müssen.
Peter Dähler: «Mit unserer neu aufgestellten Fertigung sind wir sozusagen der Direkt-Lieferant unseres Kundendienstes im Ersatzteilbereich.
«Eine der komplexesten Fertigungsanlagen»
Im Rahmen der produktionstechnischen Strategieanpassung ist bei der Rychiger AG ein fertigungstechnisches Vorzeigeprojekt gemeinsam mit dem Werkzeugmaschinen-Hersteller Fehlmann AG entstanden, wie Jürg Solenthaler (Verkaufsleiter, Fehlmann AG) sagt: «Das ist seitens der Fehlmann AG unsere bisher grösste und komplexeste Fertigungsanlage, die wir gemeinsam mit Erowa realisiert haben. Der Output an Werkstücken pro Tag sowie die Anforderungen an eine 100-prozentige autarke Fertigungslösung, vom ‹Handeln›, über das Zerspanen und Waschen, bis hin zum Messprotokoll war hoch anspruchsvoll.»
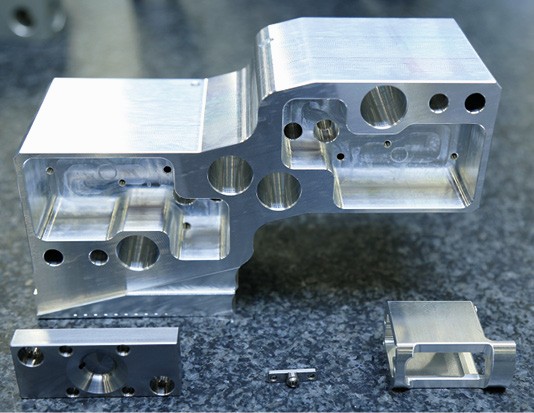
Die Losgrössen bewegen sich für die neue Fehlmann-Fertigungsinsel zwischen ein und 15 Stück teilweise darüber, bei einer maximalen Grösse bis 400 mm kubisch. So klein die Losgrössen sind, so vielfältig ist das Werkstückspektrum: vom gehärteten Werkzeugstahl über Aluminium, Buntmetall Kupferlegierungen und «Rostfrei» muss die Systemlösung in der Lage sein mit dieser Komplexität umzugehen.
Hartfräsen und Schleifen auf einer Maschine
Marcel Beck (Manager Support Manufacturing und Projektleiter): «Wir suchten eine Fertigungslösung, die neben komplexeren Bauteilen aus unterschiedlichen Werkstoffen auch unsere Stanzwerkzeuge fertigen kann. Bei den Stanzwerkzeugen handelt es sich um gehärteten Werkzeugstahl, die aus dem Vollen gefräst werden müssen. Auf der gleichen Maschine sollten darüber hinaus die scharfen Stanz-Schneidkonturen mit einem Profil-Schliffbild versehen werden. Das heisst, die Maschinen mussten Hartfräsprozesse als auch Schleifprozesse mit 100-prozentiger Prozesssicherheit beherrschen. Aber nicht nur.»
Rolf Lanz: «Darüber hinaus musste die Maschinenlösung zu 100 Prozent auf das komplexe und stark variierende Bauteilspektrum zugeschnitten sein. Die Toleranzen auf Umschlag liegen im IT6-Bereich, bei den Schleifprozessen darunter. Das macht nicht jede Werkzeugmaschine. Auch sind nicht alle Fräsmaschinen für Schleifprozesse geeignet. Generell hat sich nach unserer Evaluationsphase gezeigt, dass für unsere Anwendung nur wenige Werkzeugmaschinen-Hersteller in Frage kommen.»
Mannlose Fertigung von Einzelteilen und Kleinstserien
Marcel Beck: «Hinzu kam unser erweitertes Anforderungsprofil: mannlose Fertigung von Einzelteilen und Kleinstserien während der dritten Schicht als auch über das Wochenende. Die Werkstücke mussten entgratet, gewaschen und vermessen werden, alles mannlos/mannarm. Die Wiederholgenauigkeit, der Werkzeugverschleiss, Prozesssicherheit und Prozesskontrolle sind die entscheidenden Faktoren bei der Auswahl der Fertigungslösung. Am Ende blieben nicht mehr viele Anbieter übrig, und um es kurz zu machen: Fehlmann hat mit Abstand den besten Lösungsvorschlag – von der Maschine bis zur Komplettautomation – erarbeitet. Das war technologisch absolut überzeugend.»
Technologie ist das eine, ein weiterer Aspekt war die Rolle als Generalunternehmer und damit die Übernahme der Verantwortlichkeiten. Jürg Solenthaler: «Mit der Erowa AG, die Automation, Werkstückhandling, Messtechnik und Reinigung beisteuert, arbeiten wir seit drei Jahrzehnten eng zusammen. Sie sind ein absolut zuverlässiger Partner. Wir übernehmen gerade bei solch hoch komplexen Lösungen selbstverständlich die GU, wissen aber, dass wir mit Erowa ein Unternehmen im Rücken haben, auf das wir uns hundertprozentig verlassen können.»
Versa 825 ist perfekt auf Automatisierung ausgelegt
Realisiert wurde letztlich eine Fertigungsinsel bestehend aus zwei 5-Achs-BAZ vom Typ Versa 825, einen grossen Werkstück-Palettenspeicher (60 Stück UPC-Paletten, 320-320 mm, 50 Stück ITS Paletten, D 150 mm), zwei Werkzeugspeichern (je 346 Werkzeuge), einer Teilewaschanlage, einer Koordinatenmessmaschine sowie aus zwei Be- und Entladestationen. Das alles auf einer überschaubaren Gesamtfläche von 16,6x7,8 m.
Beladen wird die Anlage über die beiden Be- und Entladestationen, die jeweils direkt neben den Bearbeitungszentren platziert sind. Auch das Einfahren der Werkstücke ist aufgrund der Versa-spezifischen Maschinenkonzeption bedienerfreundlich. Die Rohteile werden per Palette in die Beladestationen eingelegt, die Fertigteile werden aus der Entladestation genommen. Die Teile sind gewaschen sowie vermessen, inklusive Messprotokoll, sofern gefordert.
Die beiden Bearbeitungszentren Versa 825 sind in Portalbauweise ausgeführt, ein werkzeugmaschinenspezifisches Konstruktionsmerkmal, mit dem sich die Werkstückautomation perfekt seitlich an den Maschinen adaptieren lässt, ohne die Bedienung der Maschine in irgendeiner Weise einzuschränken. Ganz im Gegenteil. Die seitliche Adaption der Werkstück-Automation an das Bearbeitungszentrum ist aus Bedienersicht vorbildlich gelöst.
Versa 825: hervorragende Wärmestabilität
Von der Leistung her sorgt bei beiden BAZ eine von Fehlmann entwickelte Hochleistungsspindel mit HSK 63-Schnittstelle (18’000 min-1, 25 KW) für ein genügend hohes Zeitspanvolumen. Frank Fehlmann (CEO, Fehlmann AG) antwortete auf die Frage, warum Fehlmann die Spindel selbst entwickelt und herstellt: «Weil die Spindelentwicklung als auch die Herstellung aus unserer Sicht zum Kern-Know-how für uns als Werkzeugmaschinen-Hersteller gehört. Die Spindel ist das Herz einer Werkzeugmaschine und hat im Rahmen der Gesamtkonzeption einer Fräsmaschine einen nicht unerheblichen Einfluss auf die Präzision am Werkstück. Für uns ist das aus strategischer Sicht entscheidend, solche Kernkompetenzen inhouse zu haben.»
Das bestätigt Marcel Beck: «Bezüglich Wiederholgenauigkeit und Wärmestabilität ist die Versa 825 absolut überzeugend. Nach dem Warmstartprogramm können wir direkt loslegen. Temperaturunterschiede in der Halle bemerken wir am Werkstück praktisch nicht. Fehlmann hat das durchaus im Griff.»
Jürg Solenthaler: «Wir kommen ursprünglich aus dem Werkzeug- und Formenbau. Als Werkzeugmaschinen-Hersteller wird man in diesem Sektor bezüglich Wärmestabilität enorm gefordert. Wenn wir im Abzielverfahren Oberflächen schlichten müssen, sieht man einen Spindelversatz schon unterhalb eines 0,01 mm sofort auf der Oberfläche. Das wird selten akzeptiert. Entsprechend sind unsere Maschinen ausgelegt. Seit wir die Versa-Modelle lanciert haben, gehen unsere Maschinen verstärkt in den Bereich der klassischen Teilefertigung, wie hier bei Rychiger.»
346 Werkzeuge für jedes Bearbeitungszentrum
Für das Werkstückhandling setzt Fehlmann auf das Palettiersystem «Erowa Robot Dynamic 150 linear» mit elf Metern Schienenlänge, bei einem max. Transfergewicht von 150 kg. Auf den 11 m Länge können mit 60 UPC Paletten (320-320 mm/150 kg) und 50 ITS 148 Paletten (D 150 mm/40 kg) genügend Rohteile für das Wochenende bereitgestellt werden. Erowa lieferte darüber hinaus die Messmaschine als auch die Teilewaschanlage «Erowa Robo Spa». Gesteuert wird die gesamte Anlage mit der Erowa-Anlagesoftware «JMS 4.0 Production Line».
Um kleine Losgrössen und Einzelteile ohne Unterbrüche zu fertigen, ist darüber hinaus ein grosser Werkzeugspeicher unabdingbar. Bei dem Rychiger-Projekt verfügen die beiden Werkzeugspeicher der Versa 825 über 346 Werkzeugplätze. Die Daten über jedes einzelne Werkzeug – Standzeiten inklusive – sind im Jobmanager hinterlegt. So kann je nach Auftragsspektrum die Anzahl von Schwesterwerkzeugen bestimmt werden, um die mannlosen Schichten auch werkzeugtechnisch abzudecken. Für die Schleifprozesse mit Schleifstiften von geringem Durchmesser, ist auf einer der beiden Versa eine Hochgeschwindigkeits-Schleifspindel verfügbar, sie wird wie ein normales Werkzeug im Werkzeugspeicher abgelegt. Die verwendeten keramisch gebundenen CBN-Schleifwerkzeuge werden auf der Maschine abgerichtet mit einem von Rychiger entwickelten und integrierten Abrichtsystem.
Schneller und bessere Qualität
Jürg Solenthaler: «Wir haben auf unseren neuen Versa heute sogar die Möglichkeit, Koordinatenschleifprozesse zu fahren. Das ist ein von Heidenhain entwickeltes Verfahren. Heidenhain hat bei der Entwicklung sehr eng mit uns zusammengearbeitet. Bei der hier beschriebenen Anlage hatten wir den Prozess aber noch nicht im Portfolio.»
Marcel Beck: «Ein Koordinatenschleifprozess wäre perfekt gewesen. Aktuell nutzen wir auf den Fehlmann Versa 825 einen Konturschleifprozess, der mit Fräszyklen arbeitet, aber auf Schleif-Prozesse zugeschnitten ist.»
Mit der neuen Fertigungsinsel hat sich einiges im positiven Sinn geändert, so Rolf Lanz: «Die Prozessoptimierung will ich beispielhaft an unseren Stanzwerkzeugen erläutern. Die Stanzwerkzeuge haben bis zu 70 HRC. Mit den heutigen Fräswerkzeugen und den trochoidalen Hart-Fräsprozessen, die die Versa 825 beherrscht, sind wir fertigungstechnisch absolut im Highend-Bereich angelangt. Konturen, die wir nicht hartfräsen können, werden direkt auf der Maschine geschliffen. Durch die integrierten Schleifprozesse und unsere interne Bearbeitung ist zum einen die Qualität der Stanzwerkzeuge besser geworden. Wir sind zum anderen noch dazu schneller. Dauerte es bisher zirka acht Wochen, können wir die Stanzwerkzeuge jetzt innerhalb von zwei Wochen liefern. Wir sind überzeugt, dass es zukünftig noch schneller geht.»
Optimierte Zusammenarbeit mit Entwicklung
Marcel Beck: «Auch die Zusammenarbeit mit unserer Entwicklungsabteilung hat sich durch unsere neue Produktionsstrategie optimiert. Wenn neue Stanzwerkzeuge für eine neue Verpackungslinie benötigt werden, müssen wir drei bis vier Versuchs-Stanzwerkzeuge herstellen. Als wir deren Produktion noch ausser Haus hatten, war eine Prozessoptimierung allein aus Zeitgründen schwierig umzusetzen. Mit der neuen Fehlmann-Fertigungsinsel geht dieser Prozess absolut reibungslos vonstatten, weil wir innerhalb kürzester Zeit verschiedene Stanzprofile schleifen können. Die werden getestet, mit den Ergebnissen geht’s zurück in die Konstruktion zur Optimierung und dann wieder auf die Versa 825. Wenn heute Neuentwicklungen im Bereich unserer Verpackungsmaschinen anstehen, stimmen wir uns viel enger zwischen Konstruktion und Produktion ab. Da profitieren wir alle davon.»
Ausbildung neu auf modernen CNC-Bearbeitungszentren
Auch der Ausbildungsbereich wurde auf die neue Produktions-Strategie ausgerichtet, wie Peter Dähler sagt: «Wir bilden in unserer Produktion derzeit elf Lernende aus. Ausbildung ist für uns essenziell, um junge Menschen für unser Unternehmen zu gewinnen. Im Rahmen der Umsetzung unserer Produktionsstrategie haben wir auch unsere Ausbildungsprozesse angepasst und komplett neu definiert. Für den Ausbildungsbereich haben wir deshalb in zwei Fehlmann-CNC-Bearbeitungszentren vom Typ Picomax 56L investiert, eine davon mit Teilapparat AT 125 als vierte Achse. Abgesehen davon, dass es sich hierbei um echte CNC-gesteuerte Bearbeitungszentren handelt, sind sie perfekt auf die Ausbildung sowie Einzelteilfertigung zugeschnitten. Man kann die Maschinen praktisch noch manuell – elektronische manuelle Handrad-Steuerung – bedienen oder aber die volle Funktionalität bis zu 4-achsig-simultan per Heidenhain-TNC 620-Steuerung abrufen, sofern man eine vierte Achse integriert hat.»
Rolf Lanz: «Die beiden Picomax 56er sind zugleich unsere Express-Bearbeitungszentren. Entsprechend werden die Lehrlinge gefordert aber auch gefördert. Und es ist die beste Schulung, um nach der Ausbildung auf unsere Fertigungsinsel zu wechseln. Von den beiden Picomax 56L-Investitionen können wir bereits heute profitieren.» Lehrlinge aus dem ersten Lehrjahr arbeiten bei Rychiger bereits ab dem zweiten Monat auf der Picomax 56 mit 30 Werkzeugmagazin-Plätzen.
Marcel Beck: «Ich kann das nur bestätigen, wenn man das Aufgabenprofil der Maschinenoperateure der Fertigungsinsel analysiert, geht unsere Investition in die Ausbildung mit modernsten CNC-Werkzeugmaschinen Hand in Hand mit der Produktionsstrategie.»
Vorgelagerte CAM-Programmierung möglichst früh starten
Im Rahmen der Gesamtstrategie des Unternehmens wurde darüber hinaus in das unternehmensübergreifende CAD-CAM-System «Siemens NX» investiert und implementiert, wie Peter Dähler gegenüber dem SMM sagt: «Wir haben im Rahmen unserer Umstrukturierung auf NX von Siemens umgestellt, eine Produktionssoftware, die vom CAD bis zum CAM und darüber hinaus die gesamten Prozesse abdeckt. Wir haben damit perfekte Durchgängigkeit vom Auftragseingang über die Konstruktion (CAD) bis zur Produktion (CAM).»
Peter Dähler: «Wir haben ein neues CAM und mehrere neue Maschinen (mit und ohne Automation) innerhalb von zwei Jahren (2017 und 2018) installiert. Das muss mit sehr viel Vorarbeiten gut vorbereitet werden und bedeutet für die involvierten Mitarbeiter einen Knochenjob. In dieser Zeit entwickelte sich unser Markt unter unseren Erwartungen und wir mussten mit zusätzlich geplanten Ressourcen im Bereich CAM sorgsam umgehen. Das hatte zur Folge, dass zu Beginn ein kleiner Teil als geplant, der benötigten Programme vor der Inbetriebnahme der Fehlmann-Fertigungsinsel vorhanden waren. Die Fehlmann-Fertigungsinsel konnte nur peu à peu hochgefahren werden. Mit unserem gut etablierten Shopfloor (Bei Rychiger «TRAIN»), machten wir nach der Inbetriebnahme einiges an Boden wieder gut. Bei zukünftigen Projekten müssen wir sicherstellen, dass die geplanten Vorarbeiten vor der Inbetriebnahme der Maschinen, abgeschlossen sind, damit mit Vollgas hochgefahren werden kann».
Output der automatisierten Fertigung wird unterschätzt
Jürg Solenthaler: «Das höre ich häufig bei solchen Projekten. Wir installieren in den letzten Jahren regelmässig automatisierte Fertigungszellen und vernetzte Fertigungsinseln. Oft ersetzen wir Stand-alone-Lösungen ohne Automation. Viele unserer Kunden unterschätzen die enorme Produktivität dieser Fertigungslösungen. Die brauchen nicht nur Rohmaterial, es werden auch die zugehörigen CAM-Programme benötigt. Da entsteht ab und zu ein Engpass, der lässt sich aber beispielsweise durch CAM-Schulungen der Mitarbeiter relativ gut lösen. Denn es ist auch so, dass infolge der mannarmen Bedienung zukünftig mehr Zeit zum Programmieren bleibt, um hier wiederum das Optimum aus dem Zerspanungsprozess rauszuholen und die Haupt- und Nebenzeiten entsprechend zu reduzieren.»
Peter Dähler: «Wir haben uns in den letzten Jahren produktionstechnisch, softwarespezifisch als auch ausbildungsspezifisch absolut zukunftsfähig positioniert und verbessern und stetig weiter. Die Zusammenarbeit mit Fehlmann hat uns nicht nur technologisch weit nach vorne gebracht. Auch unsere Produktentwicklung wird durch das Fertigungsprojekt in eine neue Dimension gehoben. Insofern sind wir für die zukünftige Entwicklung unseres Unternehmens ausgezeichnet aufgestellt».
Gretchenfrage: Inhouse-Fertigung oder Outsourcen
Rolf Lanz: «Wir haben dank der Fehlmann-Fertigungsinsel eine sehr hohe Fertigungstiefe. Mit den entsprechenden Vorteilen bezügliche Prozesssicherheit, time-to-market und Kompetenzgewinn. Zur Gretchenfrage: was ist besser, outsourcen oder inhouse-Fertigung? Beim Outsourcen geht oft auch ein Kompetenzverlust einher. Solche Faktoren werden unterschätzt. Aus meiner Sicht überwiegen die Vorteile einer Inhouse-Fertigung mit den technologisch anspruchsvollen Komponenten im Haus.
Und Marcel Beck schliesst ab: «Zum Stichwort ‹richtig machen› muss ich folgendes hervorheben: die Fehlmann Fertigungsinsel hat die wirtschaftliche Inhouse-Fertigung für uns erst möglich gemacht, weil sie in der Lage ist, ein sehr diversifiziertes Fertigungsspektrum mannlos zu fertigen. Ohne diese Fertigungsinsel wäre für uns eine Inhouse-Fertigung unseres Teilespektrums schlicht nicht wirtschaftlich gewesen.»
INFOS | KONTAKT
Fehlmann AG Maschinenfabrik
Birren 1
CH-5703 Seon
T +41 (0)62 769 11 11
www.fehlmann.com
mail@fehlmann.com





Weltleitmesse der Industrie mit dem Leitthema «Energizing a Sustainable Industry»
22. bis 26. April
www.hannovermesse.de

Österreichs Fachmesse für Füge-, Trenn- und Beschichtungstechnik
23. bis 26. April
www.schweissen.at

Internationale Fachmesse für optische Technologien, Komponenten und Systeme
14. bis 16. Mai
www.optatec-messe.de