


HANNOVER MESSE, Hannover
Weltleitmesse der Industrie mit dem Leitthema «Energizing a Sustainable Industry»
22. bis 26. April
www.hannovermesse.de

Bilder: Polytec
Bei der Produktion von Bahn- und Langwaren gilt es den Materialverlust so gering wie möglich zu halten, damit wirtschaftlich produziert werden kann. Messsysteme zur Schnittlängensteuerung sind dafür obligatorisch. Oft macht aber deren prinzipbedingte Ungenauigkeit – verursacht zum Beispiel durch Schlupf, Verschleiss oder Verschmutzung – einen beachtlichen Aufschlag zu der dem Abnehmer garantierten Mindestlänge notwendig. Der Produzent «verschenkt» also bei jedem Schnitt Material, das der Abnehmer zudem oft nicht nutzen kann und entsorgt.
Beim Zuschneiden von Bahn- oder Langwaren kommt es nicht nur auf eine präzise Längenerfassung an, sondern auch die Geschwindigkeitsmessung spielt eine wichtige Rolle. Die Bahn läuft kontinuierlich weiter, während die Schneidvorrichtung sie trennt. Für eine saubere, gerade Schnittkante muss die Steuerung des Schneidwerkzeugs deshalb die Geschwindigkeit kennen, mit der sich die Bahn bewegt. Sonst müsste die Schräge des Schnitts wiederum als Aufschlag zur garantierten Länge berücksichtigt werden. Die genaue Kenntnis von Geschwindigkeit und Länge der Bahn ist somit ein wichtiger Faktor für die Prozess- und Kostenoptimierung.
Berührungslos messen
Prinzipiell kommen für die entsprechenden Messungen mehrere Verfahren infrage. Die meisten davon haben allerdings gravierende Nachteile: Werden Länge und Geschwindigkeit der Bahn mit Messrädern aufgenommen, nimmt man zwangsläufig immer Ungenauigkeiten in Kauf. Sie entstehen, weil sich der Durchmesser des Rades durch Verschleiss oder Verschmutzung verändert. Dagegen lässt sich nur mit ständigem Warten, Prüfen und Kalibrieren vorgehen. Zudem ist eine solche taktile Messung nie schlupffrei, da sich die oszillierenden Bewegungen der Anlage durchaus auf die Bahn übertragen. Es gibt also immer mal wieder einen kleinen «Ruck». Ähnliches gilt, wenn für Geschwindigkeits- und Längenmessungen die Umdrehungszahlen der Antriebsrollen mit Drehgebern erfasst und ausgewertet werden.
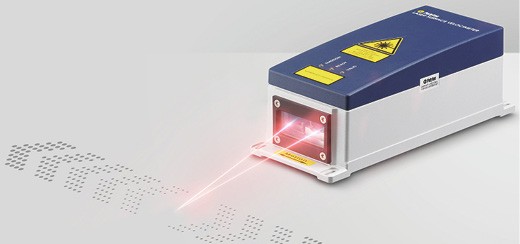
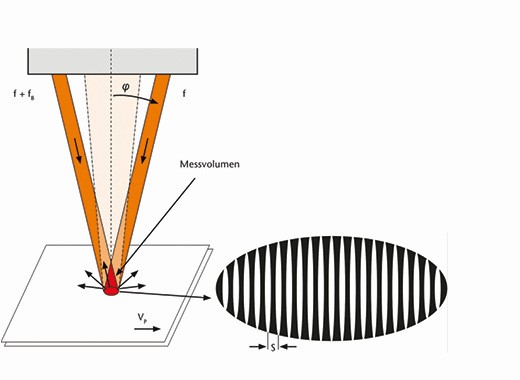
Kein Wunder also, dass sich bei der Produktion von Bahn- und Langwaren immer häufiger berührungslose, optische Messsysteme durchsetzen. Die ProSpeed Laser Surface Velocimeter von Polytec beispielsweise wurden speziell für die präzise Messung von Geschwindigkeit und Länge in industriellen Umgebungen entwickelt. Sie arbeiten ohne Verschleiss und sind im Dauerbetrieb rund um die Uhr wartungsfrei. Sie nutzen das Differenz-Laser-Doppler-Prinzip und werten das von einem bewegten Objekt zurückgestreute Laserlicht aus. Im Gegensatz zu herkömmlichen, berührungslosen Verfahren misst das ProSpeed LSV-2100 direkt ab Stillstand, erkennt die Bewegungsrichtung und kann sowohl vorwärts als auch rückwärts messen. Dabei sind Arbeitsabstände bis zu drei Metern möglich.
ProSpeed steht hierbei vor allem für erweiterte Konnektivität. Die neuste Sensorgeneration ermöglicht eine hohe Transparenz durch weitreichende Visualisierungsmöglichkeiten der Daten, ob direkt im Prozessleitsystem, unterstützt durch das optionale Touch-Display oder einem beliebigen Endgerät. Letzteres wird durch den Einsatz des browserbasierten Web-Interfaces erreicht, wodurch jedes browserfähige Endgerät, also Handy, Laptop, PC oder Tablet gleichermassen Zugriff auf die Daten haben kann. Ebenso ist auch eine Parametrisierung der Einstellungen und Anzeigen möglich; durch Multi-User-Access für bis zu vier Personen gleichzeitig. Ein WLAN-Modul unterstützt den kabellosen Zugriff. Durch modernste Schnittstellen wie ProfiNet oder EtherNet/IP in Kombination mit klassischen Schnittstellen wie dem Encoderausgang ist für jede Anwendung die Einbindung in das Produktionsleitsystem gewährleistet. Im April kommt mit dem ProSpeed LVS-1100 ein weiteres Velocimeter dazu, dass in Vorwärtsrichtung mit hoher Genauigkeit und Zuverlässigkeit ab einer Geschwindigkeit von 0,52 m/min misst, ansonsten aber die gleichen Features bietet wie der «grosse Bruder». Somit steht dann auch für «einfachere» Anwendungen ein leistungsfähiges, dabei aber wirtschaftliches Messsystem zur Verfügung. Neben dem Einführen der Konnektivitäts-Features bietet das ProSpeed LSV-1100 zudem eine bessere Zuverlässigkeit und Performance im Vergleich zum Vorgänger. Speziell auch bei schwierigen Rahmenbedingungen, wie sie zum Beispiel bei Kaltwalzanwendungen vorkommen, kann sich die neue Generation durch ihre hohe Qualität der Messergebnisse hervorheben.
Schnittlängensteuerung und Längenverifikation
Typische Applikationen für die Velocimeter finden sich beim Stranggussverfahren. Stahl, Kupferlegierungen und Aluminium werden meist kontinuierlich in Strängen mit Giessgeschwindigkeiten von typischerweise 0,5 bis 5 m/min produziert und dann in Teilstücke abgelängt. Kernstück jeder solchen Stranggiess-Anlage ist die sogenannte Kokille, die den Querschnitt des Stranges festlegt. In sie wird das flüssige Metall eingebracht, das dann beginnt während der Weiterbewegung des Strangs abzukühlen und fest zu werden. Läuft der Strang währenddessen nicht mit der richtigen Geschwindigkeit weiter, hat dies Einfluss auf seine Abkühlung und den Verfestigungsprozess.
Dadurch wird die Qualität des Endproduktes beeinflusst. Im schlimmsten Fall kann es zum Abreissen des Stranges kommen, wenn die äussere Hülle nicht ausreichend Zeit zum Verfestigen hatte. Beides lässt sich vermeiden, wenn die Geschwindigkeit des Strangs kontinuierlich gemessen und entsprechend der Prozessanforderungen geregelt wird. Trotz der heissen Umgebung muss der Anwender das Messsystem nicht durch zusätzliche Kühlmassnahmen schützen. Das standardmässige Schutzgehäuse aus Aluminium mit eingegossenen Kühlwasserrohren aus Edelstahl ist in seiner Kühlleistung so effektiv, dass weiteres Einhausen unnötig ist.
Nachhaltigkeit rechnet sich
In einem solchen Umfeld sind berührungslose, optische Systeme zudem bestens geeignet, um Wirtschaftlichkeit und Nachhaltigkeit zu steigern. Das präzise Abschneiden der Teilstücke lohnt sich: Werden in einer 5-Strang-Knüppelstranggiessanlage zum Beispiel 220 mm2 dicke Knüppel jeweils auf 6 m Länge geschnitten, ergibt sich bei einer Stahldichte von 7,85 kg/dm3 ein Gewicht von 379,94 kg/m. Eine Standardanlage arbeitet mit einer Giessgeschwindigkeit von 900 mm/min im 24-Stunden-Betrieb. Zusammengenommen ergeben diese Werte 1080 Abschnitte pro Tag für alle fünf Giessstränge zusammen. Die Verwendung von Messrädern oder ähnlicher Technologie in einer rauen Umgebung führt zu einer durchschnittlichen Genauigkeit von 1 Prozent, während die Verwendung eines LSV realistischerweise eine Genauigkeit von 0,1 Prozent ergibt. Die durchschnittliche Verbesserung pro Schnitt beträgt also etwa 24 mm. Der Produktionsbetrieb spart im Jahr mehrere Millionen Franken und die CO2-Emmison sinkt deutlich. Realistischerweise gibt es einige Einschränkungen durch den Prozess selbst, wie zum Beispiel die Kontrolle des Prozesses und den mechanischen Schnitt, weshalb die hier aufgezeigten Einsparungen oft nicht in voller Höhe umgesetzt werden können. Der Messtechnik-Anteil der Gleichung wird allerdings signifikant verbessert und setzt das Stahlwerk dadurch in die Lage die anderen Stellgrössen anzugehen.
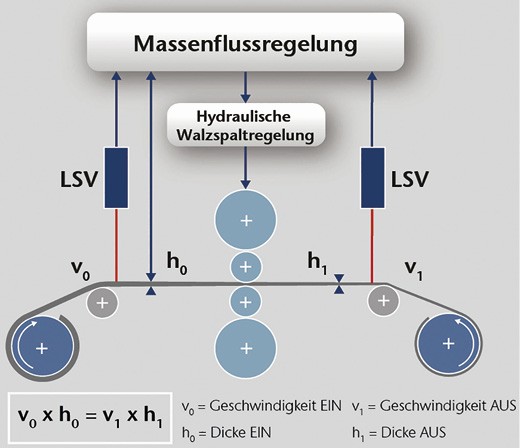
Nutzt man die Geschwindigkeitsinformation zweier Velocimeter, lässt sich zum Beispiel beim Blechwalzen in Kaltwalzwerken eine Massenflussregelung realisieren. Dadurch wird eine konstante Dicke der Bleche erreicht. Für den Anwender bedeutet dies höhere Qualität und weniger Ausschuss. Letzteres gilt auch für die Produktion von Wellpappe. Beim Verbinden mehrerer Chargen zu Endlosmaterial, dem sogenannten Splicing, kommt es bei klassischen Messverfahren oft zu einem Geschwindigkeitsunterschied der Bahnen, was zu Ausschuss und im schlimmsten Fall zu einer Anlagenstörung führt. Hier lassen sich die Messwerte des Velocimeters nutzen, um die Geschwindigkeiten anzugleichen.
Weitere Anwendungsbeispiele finden sich viele beispielsweise auch bei der zerstörungsfreien Prüfung in den verschiedensten Branchen. Bei der Wandstärkenmessung in einem Rohrwalzwerk, die von der IMS Messsysteme GmbH entwickelt wurde, wird die Längenmessung des Velocimeters mit der 2D-Information des Prüfsystems «verheiratet». Dadurch lässt sich die Wandstärke einer bestimmten Position auf dem Produkt zuordnen. Fehlerhafte Stellen lassen sich gezielt aussortieren. Die Messwerte bilden zudem die Basis für Prozessoptimierungen. Burkhard Schöttler, Sales Manager Tube Division bei IMS ist von dieser Lösung überzeugt: «Das LSV-Laser-Surface-Velocimeter von Polytec liefert prozesssichere und hochgenaue Geschwindigkeits- und Längeninformationen – und dies unter schwierigsten Umgebungsbedingungen. Damit bringt es die entscheidenden Voraussetzungen für die Nutzung in Rohrwalzwerken mit.»
INFOS | KONTAKT
Polytec GmbH
Polytec-Platz 1-7
D-76333 Waldbronn
T +49 (0)7243 604-0
www.polytec.com
info@polytec.de
Weltleitmesse der Industrie mit dem Leitthema «Energizing a Sustainable Industry»
22. bis 26. April
www.hannovermesse.de

Österreichs Fachmesse für Füge-, Trenn- und Beschichtungstechnik
23. bis 26. April
www.schweissen.at

Internationale Fachmesse für optische Technologien, Komponenten und Systeme
14. bis 16. Mai
www.optatec-messe.de




