HANNOVER MESSE, Hannover
Weltleitmesse der Industrie mit dem Leitthema «Energizing a Sustainable Industry»
22. bis 26. April
www.hannovermesse.de

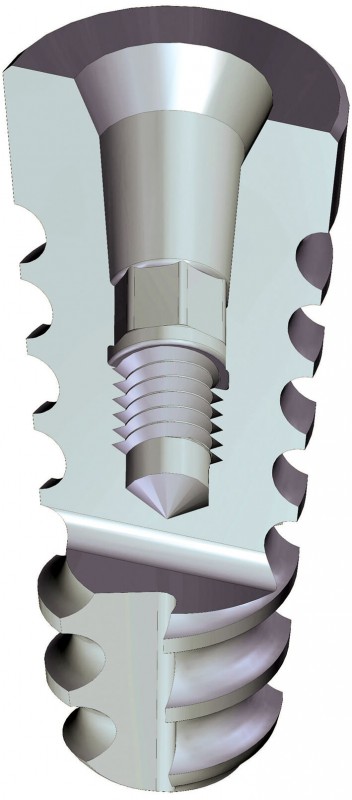
Mit zunehmender Lebenserwartung wächst der Bedarf an hochwertigem Zahnersatz auf Basis von Implantaten. Im Unterschied zu den klassischen Kronen und Brücken, die auf der Wurzel des bisherigen Zahns aufbauen, werden hierbei künstliche «Zahnwurzeln» im Kiefer implantiert, die dann mithilfe von Zwischenelementen den Zahnersatz tragen. Bei dieser komplexen Technologie kommen aufwendige Materialien und Herstellprozesse zum Einsatz.
Für die winzigen Abmessungen bei zugleich hohen Präzisionsanforderungen werden besonders hochwertige, teils massgeschneiderte Mikrowerkzeuge benötigt. Ein Erfahrungsbericht. «Wir sind Hersteller einer breiten Palette von Komponenten und Hilfsmitteln für die Versorgung von Implantat-Patienten mit hochwertigem Zahnersatz», erläutert Dirk Jahn MSc. MDT, Firmengründer und Geschäftsfüher der NT-Trading in Karlsruhe. Das Unternehmen, das inzwischen weltweit in mehr als 50 Ländern agiert, fertigt hierbei nahezu alles, was auf das eigentliche Implantat im Kiefer aufgesetzt wird. Die Bandbreite reicht dabei von den Implantat-Pfeilern (Abutments), die direkt auf das Implantat aufgeschraubt werden, bis zu fertig aus Keramik gefrästen Kronen beziehungsweise Brücken, also dem von aussen sichtbaren Teil des Zahnersatzes. Hinzu kommen zahlreiche Hilfsmittel und Zwischenprodukte wie Hülsen für die Bohrschablonen, mit deren Hilfe der Zahnarzt die Löcher für die Implantate in den Kiefer einbringt, oder Scan-Aufsatzkörper, die bei der hochgenauen 3D-Lokalisierung der Implantate auf Röntgenabbildungen helfen. Besonderen Wert legt man bei NT Trading auf die durchgängige Unterstützung von komplett digitalisierten CAD/CAM-Arbeitsabläufen. Die Prozesskette reicht hierbei von der ersten Röntgen-Schichtaufnahme des Kiefers bis zur vollständig automatischen Fräsbearbeitung des Zahnersatzes mithilfe von Fräsverfahren oder anderen digitalen Fertigungsprozessen. Deshalb wurde für alle Produkteapplikationen kostenfreie digitale Implantatbibliotheken erstellt, die in nahezu alle vorhandenen CAD-CAM-Softwareprogramme integriert werden können. Ziel ist es letztlich, dem Zahnarzt und dem Labor Hilfsmittel für die Herstellung von präzise passendem Zahnersatz an die Hand zu geben, der möglichst schon bei der ersten Anprobe «sitzt».
Hauptgeschäft sind Hochpräzisions-Serienteile
«Neben rein kundenindividuellen Produkten wie Kronen oder Brücken fertigen wir vor allem Serienteile», weiss Daniel Naumow, Fertigungsleiter bei NT-Trading. Zu diesen Serienteilen gehören neben komplett fertigen Produkten wie Scankörpern insbesondere Halbfertigteile für das zahntechnische Labor wie Titanbasis-Abutments zur Verklebung mit dem Zahnersatz oder vorbearbeitete Rohlinge (Preforms). Hieraus erzeugt das Labor dann kundenspezifische Zwischenelemente für die Verbindung von Implantat und Zahnersatz. Bei den metallischen Werkstoffen überwiegen biokompatible Titan- oder Cobalt-Chrom-Legierungen, bei Kronen und Brücken dominieren dagegen Zirkondioxid und PEEK-Kunststoff. Die Metalle sind schwer zu bearbeiten, wobei sich bei den Cobalt-Chrom-Legierungen besondere Herausforderungen ergeben. Da die Teile kompatibel zu den Implantaten der wichtigsten Hersteller sein müssen, umfasst das Sortiment an Standardteilen mit allen Varianten rund 800 bis 900 verschiedene Typen. Deshalb sind die Losgrössen eher klein und schwanken meist zwischen einigen 100 bis zu einigen 1000 Stück. Für Musteraufträge werden manchmal auch nur wenige Dutzend Teile hergestellt.
Serienfertigung auf Langdrehautomaten
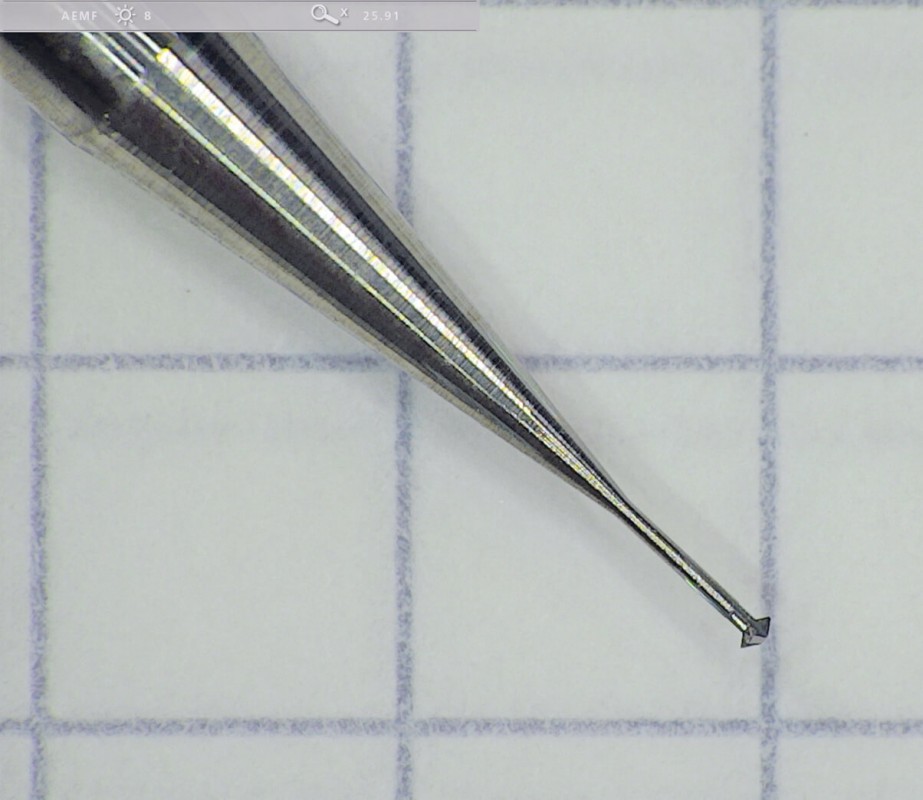
«Dies erfordert hohe Flexibilität in der Fertigung. Deshalb erzeugen wir unsere Drehteile in unserer eigenen Werkstatt auf insgesamt zehn Langdrehautomaten», ergänzt Daniel Naumow. Die eigentlichen Aufsätze werden auf acht baugleichen Anlagen von Star mit automatischen Stangenmagazinen hergestellt, während die Fertigung der zugehörigen Schrauben auf zwei kleineren Anlagen des gleichen Herstellers erfolgt. Kritisch ist vor allem die Innenbearbeitung der sehr dünnen und zugleich verhältnismässig langen Bauteile, deren Innenkonturen mit diversen Hinterschnitten und winzigen Gewinden mit Durchmessern bis herab zu M 1,4 hohe Anforderungen an die Werkzeuge stellen. Hier arbeite man schon seit einiger Zeit eng mit der Firma Hobe micro tools zusammen, die sich auf entsprechende Werkzeuge und Haltersysteme spezialisiert hat.
Mikrowerkzeuge für die Innenbearbeitung
«Für die Fertigung der recht aufwendigen Innenkonturen setzen wir drei prinzipiell unterschiedliche Werkzeugtypen ein», verrät Daniel Naumow. Das Ausräumen und Strukturieren erfolgt mithilfe feststehender Dreh- beziehungsweise Bohrwerkzeuge. Die Gewindeherstellung wird anschliessend durch Gewindewirbeln erledigt. Formschlüssige Verbindungsbereiche wie Innensechskant- oder Torxkonturen werden nach dem weitgehenden Ausräumen mithilfe von Präzisionsstempeln gestossen, da sich diese Konturen durch Fräsen nicht beziehungsweise nicht wirtschaftlich herstellen liessen. Bei diesen drei Werkzeugtypen setze man generell auf die Lösungen von Hobe, da mit diesem Lieferanten diesbezüglich beste Erfahrungen gemacht wurden. Dabei gebe es je nach Werkzeugtyp unterschiedliche Formen der Zusammenarbeit. Bei Stosswerkzeugen beziehe man von Hobe Voll- beziehungsweise Teilprofil-Stosswerkzeuge in einsatzfertig geschliffener Ausführung.
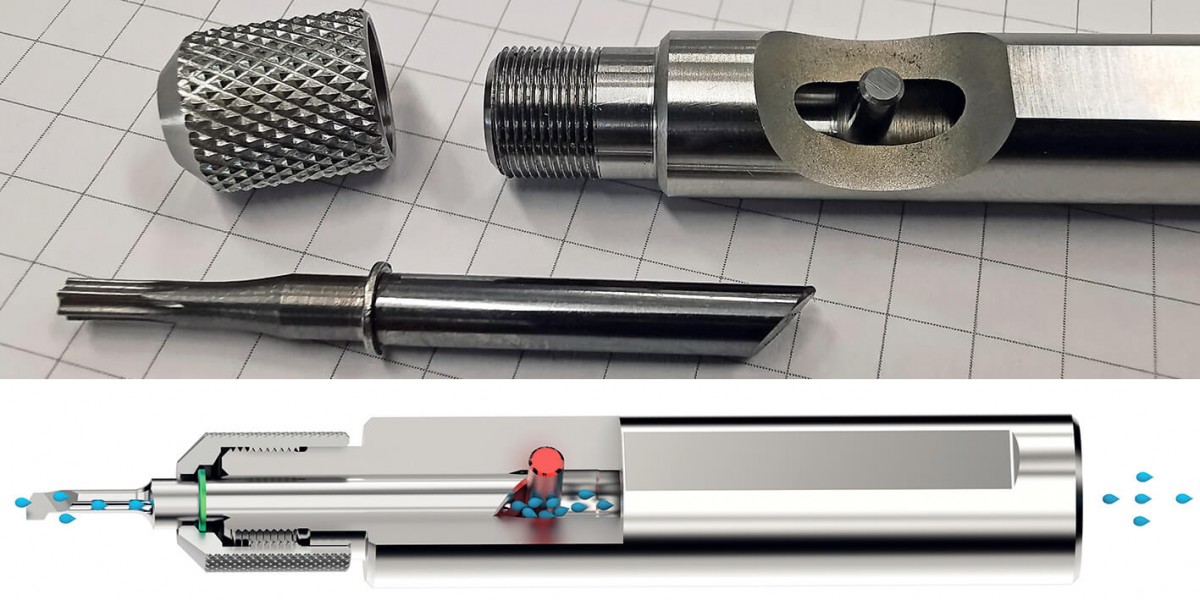
Pfiffiger Halter verkürzt Rüstzeiten
«Bei den feststehenden Dreh- und Stosswerkzeugen schätzt NT Trading nicht zuletzt die schnelle und unkomplizierte Umrüstbarkeit dank unseres «borin-Werkzeughalters», sagt Christoph Köhler, Vertriebsleiter Süd-West bei Hobe micro tools. Der Werkzeughalter selbst hat im Drehautomaten dank seiner Prismenflächen eine eindeutige Ausrichtung und Position. Der Schaft des einzusetzenden Drehwerkzeugs wiederum ist hinten schräg geschliffen. Mit dieser Fläche wird seine Position mithilfe eines im Werkzeughalter eingesetzten Anschlagstifts automatisch sowohl bezüglich der Einbautiefe als auch mit Blick auf den Einbauwinkel mit hoher Genauigkeit definiert. Die Fixierung erfolgt auf einfachste Weise durch das werkzeuglose Festziehen einer gerändelten Überwurfmutter. Da Halter und Werkzeuge mit Toleranzen im unteren einstelligen µm-Bereich gefertigt werden, wird beim Wechsel eine Wiederholgenauigkeit von ±5 µm eingehalten. Die bei Implantaten geforderten Toleranzen liegen dagegen typischerweise bei zirka ±25 µm. Nicht zuletzt dank dieses Halter-/Werkzeug-Systems konnte die Umrüstzeit der Drehautomaten erheblich – auf oft weniger als eine Stunde – gesenkt werden. Angesichts der vergleichsweise geringen Serienlosgrössen verbessert sich dadurch die Wirtschaftlichkeit der Fertigung signifikant.
Schnelles Gewindewirbeln
«An Hobe schätzen wir neben der hervorragenden Qualität der Werkzeuge auch die Unterstützung durch Produktinnovationen und Sonderlösungen», sagt Daniel Naumow. So entwickelte Hobe eine neue Bauart von Gewindewirblern mit der Bezeichnung WHN in den Grössen M1-M5, die einreihig statt zweireihig und mit Teilprofil statt mit Vollprofil ausgelegt wurde. Ihre erhöhte Zähnezahl (Z = 4 bis 6, je nach Durchmesser) ermöglicht eine deutliche Verkürzung der Prozesszeiten und damit eine um 25 bis 30 Prozent höhere Produktivität. Auch wurde für die Verjüngung des Schafts ein konisches statt eines kreisbogenförmigen Profils gewählt, was die Stabilität deutlich verbessert. Und last but not least ergaben sich bei Einsatz der neuen Wirbler Erhöhungen der Standmengen um bis zu 25 Prozent.
Darüber hinaus erhalte man fallweise auch bei Standardwerkzeugen auf Wunsch Sonderausführungen, so bei einem Auskammerstahl, für den ein spezieller Spitzenradius benötigt wurde. Bei Werkzeugen für die besonders bearbeitungsschwierigen Cobalt-Chrom-Werkstoffe habe man mit Hobe erfolgreich bei der Optimierung der Beschichtungen zusammengearbeitet. Diese Zusammenarbeit erfolgte auch auf der CAD-CAM-Ebene, indem Hobe von NT Trading zunächst STEP-NC-Daten übernahm, auf dieser Grundlage dann die Werkzeuge auslegte und zusammen mit diesen anschliessend wiederum STEP-Daten zurückschickte.
INFOS | KONTAKT
Utilis AG
Kreuzlinger Strasse 22
CH-8555 Müllheim
T +41 (0)52 762 62 62
www.utilis.com/ch-de
info@utilis.com





Weltleitmesse der Industrie mit dem Leitthema «Energizing a Sustainable Industry»
22. bis 26. April
www.hannovermesse.de

Österreichs Fachmesse für Füge-, Trenn- und Beschichtungstechnik
23. bis 26. April
www.schweissen.at

Internationale Fachmesse für optische Technologien, Komponenten und Systeme
14. bis 16. Mai
www.optatec-messe.de