Sindex, Bern
Treffpunkt der Schweizer Technologiebranche
2. bis 4. September
www.sindex.ch

Die Hans Eberle AG überzeugt mit ihrem grossen Angebot von Blechbearbeitungsverfahren und der hohen Fertigungstiefe. Das Familienunternehmen aus CH-8755 Ennenda beschäftigt 160 Mitarbeitende und ist dafür bekannt, fortlaufend in die neusten Technologien der Blechbearbeitung zu investieren.
Mit dem eigenen Werkzeug- und Vorrichtungsbau ergänzt die Hans Eberle AG seit vielen Jahren ihre Flexibilität und Schnelligkeit in der Fertigung. Dank der klugen Kombination der Hightech-Blechbearbeitung und traditionellen Stanz- und Umformverfahren gelingt es der Firma sogar nochmals einen Zacken besser zu werden. Die Herstellung von Serienteilen wird so nicht nur schneller, sondern auch günstiger und präziser. Wie das folgende Beispiel der Teileherstellung für die Kaffeehauskette Starbucks zeigt.
Ein Auftrag mit neuen Dimensionen
«Lean-Management, Digitalisierung, Prozessoptimierung, bei der Hans Eberle AG gehören diese Begriffe schon längst zum Alltag um effizient und produktiv zu arbeiten», erläutert Geschäftsführer Andreas Zweifel. Ein grosser Kostenvorteil für die Kunden sei die grosse Anzahl von Blechbearbeitungsprozessen im eigenen Haus «Uns zeichnet eindeutig die Vielzahl unserer Fertigungsmöglichkeiten aus; so können wir uns auf alle Anforderungen unserer Kunden zu allen Themen rund ums Blech einstellen», erläutert Andreas Zweifel weiter. Der Kunde profitiert von einer Top-Qualität zu fairen Preisen bei den kürzesten Lieferzeiten. Mit dem Kostendruck umzugehen, ist man sich
in Ennenda gewohnt. Dennoch musste man sich für die Herstellung des Blechsatzes für die Firma Thermoplan AG, welche die Starbucks-Kaffeemaschine «Mastrena II» herstellt, mächtig ins Zeug legen. Nicht nur das Volumen des Auftrages, sondern auch die hohen Anforderungen an Qualität und Preis stellten die Hans Eberle AG vor Herausforderungen. Immerhin werden in den nächsten Jahren alle weltweit rund 32’000 Starbucks-Filialen mit den neuen Kaffeemaschinen «Mastrena II» ausgerüstet.
Kostendruck schafft Druck für neue Lösungen
«Der Preisdruck im internationalen Wettbewerb in diesem Projekt ist für alle Beteiligten gross» erläutert Andreas Zweifel. Es war daher klar, dass die Hans Eberle AG bei einigen Artikeln eine günstigere Herstellungslösung finden musste – ohne die Werkstücke dabei in irgendeiner Form zu verändern. So auch ein anspruchsvolles Teil, welches im gängigen Blechbearbeitungsverfahren inklusive vielen Prägungen gestanzt- und gelasert und mit über 17 Abkantungen auf der CNC-Abkantmaschine bearbeitet wurde. Die Hans Eberle AG versuchte die Stanz-Lasermaschine TruMatic7000 mit diversen Sonderformwerkzeugen nachzurüsten, um die Stanz-Laserzeiten für die Serienfertigung zu optimieren. Doch dieser Versuch endete erfolglos. Aufgrund der vielen Stanz-, Präge- und Umformwerkzeugen musste die Maschine zu häufig Werkzeugwechsel vornehmen, sodass die Produktionszeit sogar verlängert wurde. Es musste also eine andere Lösung entwickelt werden.
Die Kombination machts aus
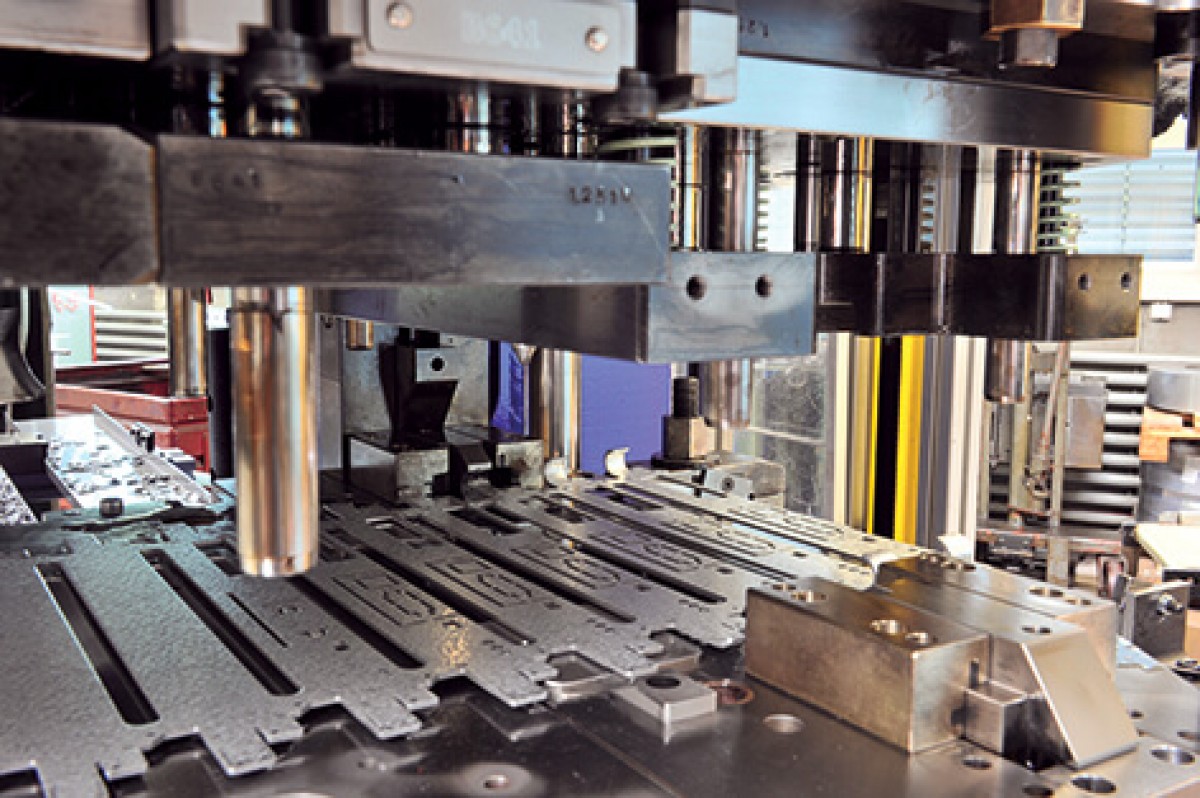
Zum umfassenden Inhouse-Angebot der Hans Eberle AG zählt die Herstellung von Stanzartikeln, wofür eine separate Konstruktion, Werkzeugbau und ein grosses Stanzcenter zur Verfügung steht. Mit diesem vermeintlich «herkömmlichen» Prozess gelingt es dem Unternehmen «echte Blechkunststücke» zu vollbringen. Das vorgängig beschriebene Blechteil wurde also so umkonstruiert, dass es in der Kombination einer CNC-Stanz-Laser-Produktion und einem klassischen Stanzprozess hergestellt werden kann. Ganze elf Aufkantungen und sieben Prägungen wurden in ein Umform-/Prägewerkzeug integriert und konnten auf eine Hubbewegung der Stanzmaschine reduziert werden. Im optimierten Herstellungsprozess werden die Teile auf der Stanz-Lasermaschine zuerst zugeschnitten und gestanzt, bevor sie auf einer 315-t-Stanzmaschine fertig geformt werden. Nach der Stanzoperation müssen nur kleine Abkantungen vorgenommen werden und fertig ist das Bauteil.
Zeitersparnis 2 Min./Stk. bei 10’000 Stk.
Die erzielte Zeit- und Preiseinsparung ist beträchtlich! Die Hans Eberle AG konnte den Stückpreis um einen beträchtlichen Prozentsatz reduzieren. Dies erlaubt die Investition, einem mittleren fünfstelligen Frankenbetrag, innerhalb des ersten Jahres bereits zu amortisieren.
Die Vorteile des Stanzens gegenüber der herkömmlichen Blechbearbeitung über Stanzen-/Lasern und Abkanten liegen förmlich auf der Hand. Da mehrere Prozessschritte wie Umformen, Prägen, Biegen in einem Hub ausgeführt werden können, profitiert der Kunde von einer schnellen Durchlaufzeit zu einem kleineren Stückpreis. Dabei sind die Investitionskosten für ein Werkzeug oftmals nach wenigen 1000 Stück amortisiert. «Wir stanzen die Teile je nach Anforderung mittels Komplettschnitt-, Durchfallschnitt- und Folgeverbundwerkzeuge, welche durch uns konstruiert und im eigenen Werkzeug- und Formenbau hergestellt werden», erläutert der Geschäftsführer. Durch die weitere Kombination mit modernen Prozessen wie beispielsweise des Laserschweissens- oder 3D-Laserschneidens gibt dem Unternehmen neue Möglichkeiten bezüglich Kosten, Schnelligkeit und Genauigkeit.
Kunden schon beim Produktdesign unterstützen
Nicht selten fehlt dem Kunden das technischen Blechwissen, wie er sein Produkt gestalten und konstruieren kann, um damit wirtschaftliche Bauteile herzustellen. Praktisch jedes Blechteil bis zu einer Grösse von 200x200 mm und einer Materialstärke bis 3 mm lässt sich – meist schon ab einer Losgrösse von 1000 Stück –wirtschaftlich im kostengünstigen Stanzverfahren herstellen. Das Verkaufs- und Engineeringteam der Hans Eberle AG prüft jede Kundenanfrage auf das passende Herstellungsverfahren und berät den Kunden ab Beginn seiner Idee. Zudem fügt Andreas Zweifel an «wir analysieren auch proaktiv bestehende Kundenaufträge und versuchen die Konstruktion der Artikel so zu optimieren, damit diese kostengünstiger im Stanzverfahren hergestellt werden können».
Ausblick
Kurz vor Fertigstellung ist das neue Produktionsgebäude mit zwei Produktionsstockwerken in Ennenda. Auch der Werkzeugbau und sämtliche Stanzmaschinen werden in die neuen Räumlichkeiten gezügelt. Die Firma erweitert ihre Effizienz im innerbetrieblichen Werkzeughandlich durch einen Lean-Lift, welcher über die zwei Produktionsstockwerke führt. So werden die Werkzeuge für die Stanzmaschinen durch den Werkzeugbau im Obergeschoss hergestellt und über den Lift der Stanzerei im Erdgeschoss zur Verfügung gestellt. Nach Beendigung der Stanzaufträge werden die Werkzeuge wieder eingelagert und durch den Werkzeugbau gewartet. Somit entsteht auf kleinster Grundfläche ein Maximum an Lagerkapazität, was Lagerraum und Kosten einspart und einen wesentlich effizienteren Arbeitsablauf ermöglicht.
INFOS | KONTAKT
Hans Eberle AG
Untere Allmeind 7
CH-8755 Ennenda
T +41 (0)55 645 26 26
www.hans-eberle.ch
contact@hans-eberle.ch

Branchentreffpunkt für Medizintechnikunternehmen
9. und 10. September
www.medtech-expo.ch
Die Fachmesse für Industrieautomation
10. und 11. September
www.automation-wetzlar.de

Weltleitmesse für Fügen, Trennen, Beschichten
15. bis 19. September
www.schweissen-schneiden.com