Sindex, Bern
Treffpunkt der Schweizer Technologiebranche
2. bis 4. September
www.sindex.ch

Sinkende Losgrössen, eine steigende Variantenvielfalt und wachsender Kostendruck stellen produzierende Unternehmen vor immer grössere Herausforderungen.
Wer unter derart anspruchsvollen Bedingungen erfolgreich agieren will, tut gut daran, im Rahmen des Change-Managements betriebliche Prozesse immer wieder gezielt zu hinterfragen und Möglichkeiten der Optimierung konsequent zu nutzen. Dabei spielt die Werkstückspanntechnik eine wesentliche Rolle. Moderne Spannlösungen sind schnell und einfach zu bedienen, verkürzen die Rüstzeiten, passen sich flexibel und zügig an unterschiedliche Spannaufgaben an und verursachen minimalen Wartungsaufwand. Ein Überblick zeigt aktuelle Trends sowie Perspektiven für die Fertigung der Zukunft.
Automatisiert beladen
Die Erfolge der automatisierten Maschinenbeladung sind beachtlich: Selbst bei der Fertigung von Kleinstserien und Einzelstücken ist es zwischenzeitlich möglich, rüstzeitbedingte Stillstandzeiten spürbar zu reduzieren und die Maschinen mit minimalem Personalaufwand rund um die Uhr auszulasten. Moderne Konzepte zur automatisierten Werkzeugmaschinenbeladung berücksichtigen drei zentrale Faktoren: kürzeste Zykluszeiten, eine maximale Anlagenverfügbarkeit sowie die Möglichkeit, sehr flexibel auf Produktmodifikationen und Nachfrageänderungen reagieren zu können. Best-Practise-Beispiele belegen: Wer eine hohe Varianz beherrschen und kleine Losgrössen mit maximaler Effizienz fertigen will, sollte zuallererst die Komplexität seiner Prozesse reduzieren. Dazu zählen strenge Werkzeugkonventionen ebenso wie klare Übereinkünfte bei Werkzeug- und Werkstückspannmitteln. Ebenso wichtig ist es, Rüstzeiten zu minimieren, sie vor die jeweilige Maschine zu verlagern und die Fertigung mithilfe von Teilespeichern zu verstetigen. Besonders grosse Effekte erzielen Unternehmen, die das Gesamtsystem aus Maschine, Spannmittel, Werkzeugen, Greiftechnik und anderen Beladekomponenten im Blick haben. Denn ob eine Maschinenbeladung bei kleinen Losgrössen besser mithilfe von Paletten, über einen direkten Spannmittelwechsel oder als Teilehandling per Roboter, Portal oder über ein flexibles Fertigungssystem erfolgt, hängt stets von den individuellen Gegebenheiten ab.
Maximale Flexibilität mit Palettiersystemen
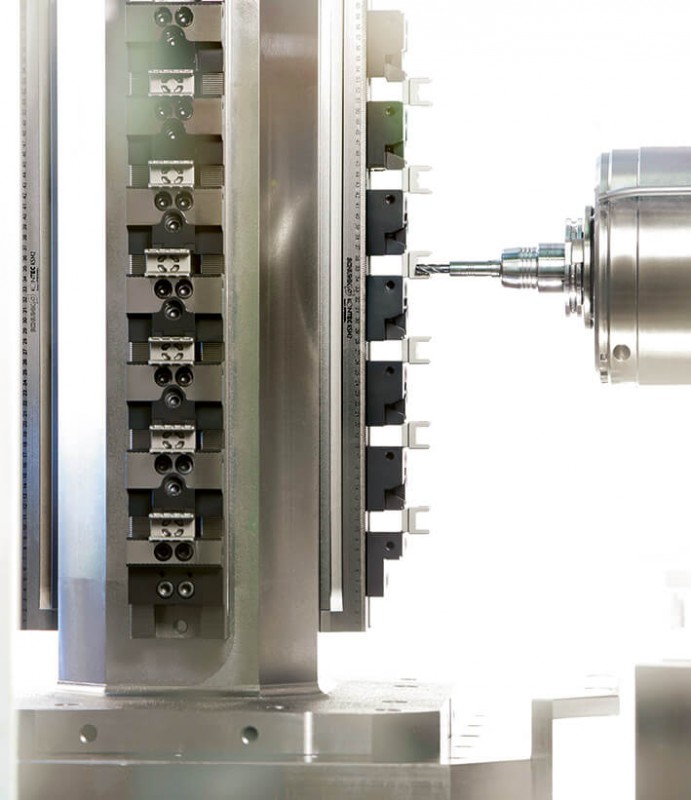
Einen besonders flexiblen und zugleich prozessstabilen Spannmittelwechsel ermöglichen standardisierte Palettiersysteme (Bild 1). Dabei werden die Werkstücke und Spannvorrichtungen auf Spannpaletten beziehungsweise Spanntürmen gerüstet, magaziniert und aus dem Werkstückspeicher sukzessive auf das Bearbeitungszentrum eingewechselt.
Das standardisierte Palettiermodul SCHUNK VERO-S NSA plus benötigt im Gegensatz zu anderen Spannsystemen während der Bearbeitung keinerlei Energie. Bei ihm sorgt ein innenliegendes Federpaket für eine dauerhafte und sichere Spannung, auch dann, wenn der Druck im Luftsystem plötzlich abfallen sollte. Dank patentiertem Eil- und Spannhub erreicht es Einzugskräfte bis 15’000 N und Haltekräfte über 100’000 N.
Dass auch klassische Nullpunktspannmodule speziell für automatisierte Prozesse optimiert werden können, zeigt das Automationsmodul SCHUNK VERO-S NSE-A3 138 (Bild 2). Für den prozesssicheren Werkstück- und Spannmittelwechsel ist das Automationsmodul mit einer leistungsfähigen Abblasfunktion ausgestattet, die die Auflagefläche beim Wechselvorgang sorgfältig reinigt.
Kompakte Basisspanner
Im Kontext der Werkstückbevorratung in Palettenspeichern hat es sich bewährt, speziell darauf abgestimmte mechanische Spannmittel zu nutzen. Sie bieten Vorteile in puncto Prozesssicherheit, Zugänglichkeit und Kompaktheit, aber auch bei der Bedienung am Rüstplatz. So gelten beispielsweise die manuell betätigten SCHUNK KONTEC KSC Basisspanner als besonders effiziente Allrounder für die Roh- und Fertigteilbearbeitung. Bereits mit vergleichsweise geringem Drehmoment erzielen sie hohe Spannkräfte von bis zu 50 kN (Baugrösse 160), sodass zum formschlüssigen Spannen auf eine separate Prägestation komplett verzichtet werden kann. Ein vollständig gekapselter Antrieb sowie ein integrierter Späneabfluss sorgen für eine besonders hohe Prozessstabilität und minimalen Verschleiss. SCHUNK KONTEC KSM2 Mehrfachspanner wiederum haben den Vorteil, dass auf engstem Raum mehrere Werkstücke nebeneinander gespannt werden können (Bild 3).
Kraftspannblöcke für den automatisierten Betrieb
Speziell auf die Anforderungen der automatisierten Beladung mittlerer und grosser Serien zugeschnitten sind die Kraftspannblöcke der Baureihe SCHUNK TANDEM plus (Bild 4). Mit ihrer quadratischen Grundfläche und kompakten Abmessungen erlauben die Spanner eine dichte Anordnung, sodass immer eine grösstmögliche Anzahl an Werkstücken gespannt und bearbeitet werden kann. In der Variante mit Federbetätigung eignen sich die Spanner bestens, um auf Spanntürmen und Spannpaletten vorgerüstet, in einem Werkstückspeicher deponiert und gleichzeitig zur Bearbeitung in die Maschine eingewechselt zu werden.
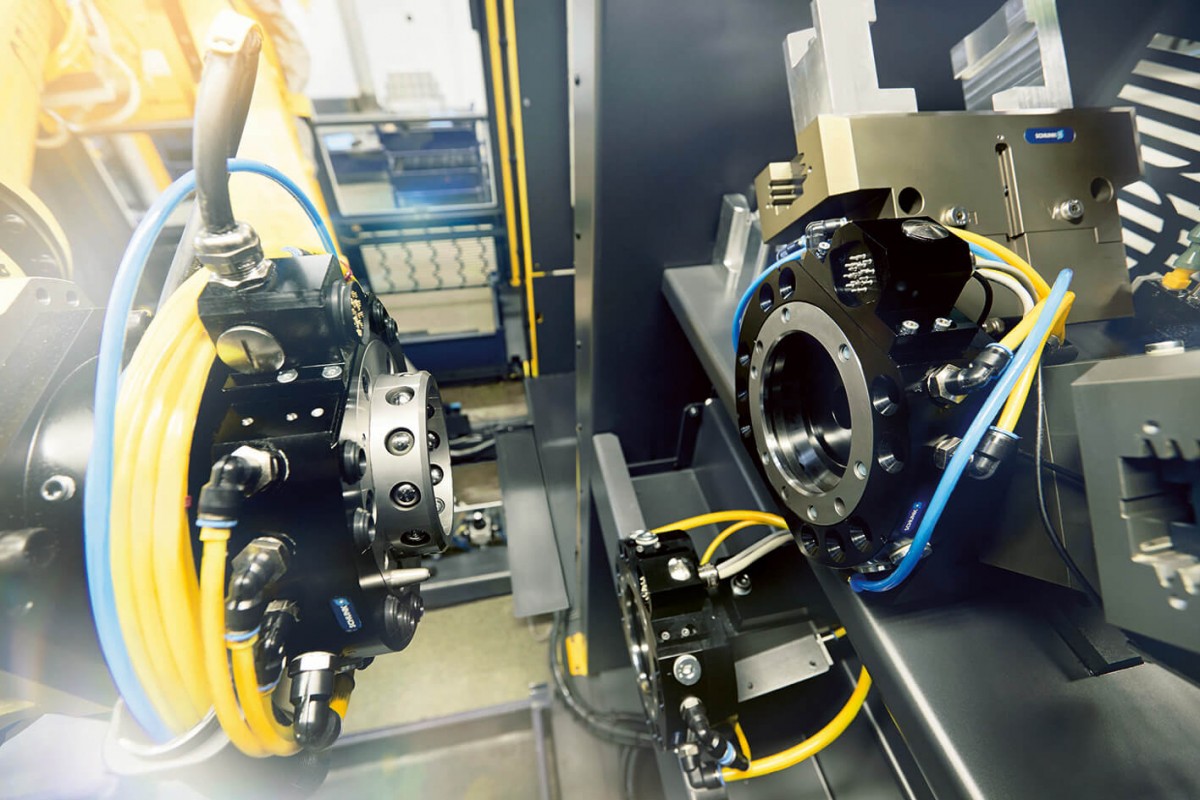
Flexible Greifsystemlösungen fürs Frontend
Um zur Maschinenbeladung eingesetzte Handhabungssysteme wie Roboter oder Portale möglichst vielseitig nutzen zu können, bietet SCHUNK als einziger Hersteller neben einem umfassenden Spanntechnikprogramm auch ein breites Portfolio an pneumatisch oder elektrisch betätigten Greifern, Ausgleichseinheiten sowie Schnellwechselmodulen für das Roboter-Frontend. Letztere bestehen in der Regel aus zwei Teilen: einem Schnellwechselkopf, der am Roboterarm montiert ist, und einem Schnellwechseladapter, der mit dem jeweiligen Werkzeug beziehungsweise Greifer verbunden ist. Beim Werkzeugwechsel werden beide Teile automatisch miteinander gekoppelt und stellen dabei zum einen eine stabile mechanische Verbindung her (Bild 5). Zugleich sorgen sie je nach Anwendung für eine zuverlässige Durchleitung von Pneumatik und Hydraulik, für eine stabile Spannungsversorgung und für die Durchleitung unterschiedlichster elektrischer Signale. Das patentierte «No-Touch-Locking-System» ermöglicht auch dann einen zuverlässigen Wechsel, wenn Kopf und Adapter bis zu
2,5 mm voneinander entfernt sind.
Sensitivität, Konnektivität und Funktionsintegration
Im Zuge der Digitalisierung der Produktion geht der Trend zu hochautomatisierten, vollständig vernetzten und autonom agierenden Fertigungssystemen. Sensitivität, Konnektivität und ein hoher Grad der Funktionsintegration werden zu Schlüsselfaktoren bei der Echtzeitüberwachung von Spannkraft, Temperatur oder Schwingungsverhalten. Jüngste Technologiestudien von SCHUNK verdeutlichen, wohin die Reise geht: So ermöglicht das smarte Nullpunktspannmodul SCHUNK VERO-S NSE-S3 138 eine permanente Überwachung der Einzugskraft und Spannschieberstellung. Hierfür hat SCHUNK Dehnmessstreifen, Messverstärker sowie induktive Analogsensoren unmittelbar in das Modul integriert. Zudem kann die Anwesenheit der Werkstücke beziehungsweise Spannpaletten mithilfe induktiver Näherungsschalter detektiert werden. Technologisch noch einen Schritt weiter geht der Kraftspannblock SCHUNK TANDEM KSE 100 (Bild 6). Zusätzlich zu einer integrierten Spannweg- und Spannkraftüberwachung lassen sich bei dem intelligenten Kraftpaket sowohl die Spannkraft als auch die Position der Spannbacken individuell an das jeweilige Werkstück anpassen. Damit wird es möglich, die Position der Spannbacken im laufenden Prozess vorzupositionieren und die Zykluszeit zu senken.
Zusammenfassung
Hochkompatible Baukastensysteme zur Werkstückspannung bieten erhebliche Vorteile für die moderne Fertigung. So umfasst das Nullpunktspannprogramm SCHUNK VERO-S über 1000 Konfigurationsmöglichkeiten, mit denen sich jede einzelne Spannaufgabe intelligent und wirtschaftlich lösen lässt und zugleich eine klare Durchgängigkeit zwischen unterschiedlichen Maschinen gewährleistet ist. Damit steigern Anwender ihre Flexibilität und sichern eine hohe Investitionssicherheit. Künftig werden immer mehr Spannmittel zusätzlich mit smarten Funktionen ausgestattet, die die Prozesssicherheit und Transparenz insbesondere in flexiblen Fertigungssystemen weiter erhöhen.
INFOS | KONTAKT
SCHUNK Intec AG
Im Infang 12
CH-8307 Effretikon
T +41 (0)52 354 31 31
www.schunk.com
info@ch.schunk.com



Branchentreffpunkt für Medizintechnikunternehmen
9. und 10. September
www.medtech-expo.ch
Die Fachmesse für Industrieautomation
10. und 11. September
www.automation-wetzlar.de

Weltleitmesse für Fügen, Trennen, Beschichten
15. bis 19. September
www.schweissen-schneiden.com