Sindex, Bern
Treffpunkt der Schweizer Technologiebranche
2. bis 4. September
www.sindex.ch
Bilder: ISCAR
Kühlung ist in der Welt der Metallzerspanung ein sehr wichtiger Faktor – dank ihres positiven Einflusses auf die Spanform und die entstehende Temperatur während der Bearbeitung kann sie die Standzeiten der Werkzeuge verbessern und Fertigungskosten reduzieren.
Als besonders effektiv hat sich die Hochdruckkühlung mit zielgerichteter Kühlmittelzufuhr direkt in die Schnittzone herausgestellt. Hersteller von CNC-Maschinen weltweit haben Zeit und Ressourcen investiert, um praktikable Lösungen für die Hochdruckkühlung zu entwickeln – mit dem Ergebnis, dass inzwischen alle neuen Maschinen mit der Möglichkeit zu Jetkühlung ausgestattet sind. Im Vergleich zur herkömmlichen Kühlung erhöht die zielgerichtete Kühlmittelzufuhr die Standzeit der Werkzeuge, verbessert die Spankontrolle und steigert die Produktivität. Unternehmen aus der Luft- und Raumfahrtindustrie, dem Automobilsektor und der Grossteilefertigung profitieren von den Vorteilen, die die Kühlmittelzufuhr direkt an die Schneidkante bringt. Deshalb bestellen sie für Dreh- und Fräszentren ausschliesslich Werkzeuge, die für Hochdruckkühlung mit 70 bei 300 bar geeignet sind. Auch Grossserienhersteller profitieren von ISCARs JETCUT-Werkzeugen.
Einer der grössten Feinde von Wendeschneidplatten (WSP) aus Hartmetall ist die hohe Temperatur, die bei der Bearbeitung im Werkstück entsteht. Durchschnittstemperaturen von 300 bis 900 °C sind dabei möglich. Mit zunehmender Temperatur verringert sich die Standzeit der WSP. Ihr Verschleiss nimmt zu, was die Qualität des Werkstücks beeinträchtigt und seine Bearbeitungseigenschaften negativ beeinflusst: Die zwischen Werkzeug und Werkstück entstehende Hitze kann die Spanform verändern und die WSP deformieren. Um etwa zu lange und spiralförmige Späne zu brechen, kann eine richtig angewandte Jetkühlung ab 70 bar die Lösung sein.
Höhere Produktivität und längere Standzeiten
Exotische Werkstoffe wie beispielsweise Inconel, Titan, Hastelloy und andere Legierungen werden vor allem in der Luft- und Raumfahrtindustrie verwendet. Sie weisen einen hohen Nickelgehalt auf und haften aufgrund ihrer elastischen, klebrigen und duktilen Eigenschaften an den Schneidkanten. Dadurch sind sie schwer zu bearbeiten. Ohne Kühlung ist dies sogar nahezu unmöglich: Hohe Temperaturen und die Klebkraft führen zu einem sofortigen Verschleiss und einer verkürzten Standzeit der WSP. Die Kühlung hat hier gleich einen doppelten Effekt: Zum einen reduziert sie die Temperatur in der Schnittzone. Zum anderen verhindert sie, dass Material an der Schneidkante haftet.
Die Werkzeugspezialisten von ISCAR haben den Einfluss der Kühlung auf WSP genau untersucht. Aus den so gewonnenen Erkenntnissen entstanden innovative Kühlungstechnologien fürs Drehen. Das Unternehmen entwickelte eine ganze Reihe von Werkzeugen zur Innen- und Aussenbearbeitung, die das Kühlmittel direkt an der Schneidkante ausgeben – inklusive der JETCUT-Serie. Schon bei einem niedrigen Druck von zehn oder 20 bar wirkt sich die Kühlung direkt in der Schnittzone in deutlich niedrigeren Temperaturen bei der Bearbeitung aus.
So konnte ISCAR die Standzeiten deutlich verlängern und die Produktivität steigern. Anwender konnten durch den Einsatz von JETCUT-Werkzeugen höhere Geschwindigkeiten und Vorschübe fahren und vermeiden, dass sich Aufbauschneiden bilden.
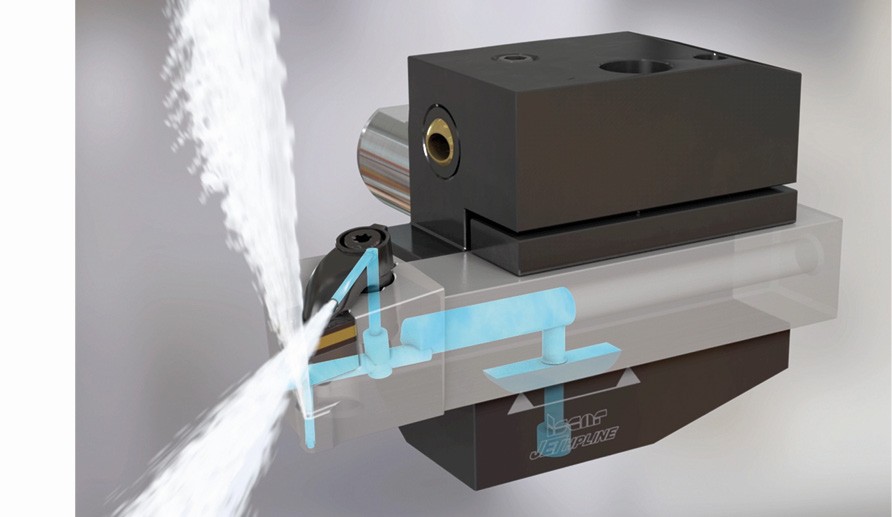
Kühlmittelzufuhr durch die Spannpratze
Bislang hatte ISCAR sein ISOTURN-Sortiment mit Hochdruckkühlung (JHP) als Kniehebel-System konzipiert. Eine Klemmung von oben hätte eine effektive Kühlmittelzufuhr in die Schnittzone behindert. Die Werkzeugspezialisten lösten dieses Problem, indem sie ihre JHP-Linie um Drehwerkzeuge erweitert haben, bei denen das Kühlmittel zielgerichtet durch die Spannpratze direkt an die Schneide gefördert wird. Werkzeuge mit dem stabilen JET-R-TURN-Klemmmechanismus lassen sich mit WSP der Standard-Geometrien CNMG, WNMG und DNMG bestücken. Der Mechanismus sorgt für eine stabile und zuverlässige Klemmung und damit für längere Standzeiten der WSP. Zudem ermöglicht er eine hohe Wiederholgenauigkeit beim Plattenwechsel, was die Rüstzeiten reduziert. Die Spannpratzen sitzen felsenfest und ermöglichen eine sehr gute Zerspanleistung auch unter schwierigen Bedingungen. Die Werkzeuge verfügen über drei Anschlussmöglichkeiten für die Kühlmittelzufuhr. Anwender können die Werkzeuge von der Rückseite, von unten oder über eine VDI-Anbindung versorgen. Alle Werkzeuge zur Aussenbearbeitung sind mit einer zusätzlichen Freiflächenkühlung ausgestattet. Dies sorgt für ideale thermische Bedingungen auf der gesamten Plattengeometrie.
INFOS | KONTAKT
ISCAR Hartmetall AG
Wespenstrasse 14
CH-8500 Frauenfeld
T +41 (0)52 728 08 50
www.iscar.ch
office@iscar.ch



Branchentreffpunkt für Medizintechnikunternehmen
9. und 10. September
www.medtech-expo.ch
Die Fachmesse für Industrieautomation
10. und 11. September
www.automation-wetzlar.de

Weltleitmesse für Fügen, Trennen, Beschichten
15. bis 19. September
www.schweissen-schneiden.com