



KUTENO, Rheda-Wiedenbrück
Kunststofftechnik Nord
14. bis 16. Mai
www.kuteno.de


Bilder: BLUM
Werkstücke für die Automobilindustrie automatisiert in Drehzentren zu messen, ist anspruchsvoll. Schliesslich sind die eingesetzten Messsysteme ständig Späneflug, Kühlschmiermittel und Vibrationen ausgesetzt. Man merkt schnell, in solch feindlicher Umgebung präzise Ergebnisse zu erhalten, ist eine Aufgabe für Spezialisten. Und so nutzt der Drehmaschinenhersteller Schuster aus D-86920 Denklingen die Expertise von Blum-Novotest für das Messen im Bearbeitungsraum.
Die Schuster Maschinenbau GmbH wurde vor über 40 Jahren in Denklingen gegründet. Das erste Produkt waren Maschinen für die Herstellung von Gesteins- und Hammerbohrern. Über die Jahre hinweg entwickelte Schuster verschiedene Drehmaschinen, beispielsweise 2003 die flexible Drehzelle F40. Gemeinsam ist allen Schuster-Maschinen die Optimierung auf die Grossserienfertigung. Die Maschinen sind dafür gebaut, rund um die Uhr in höchster Taktzahl zu produzieren.
Anforderungen an die Metallbearbeitung ändern sich
Im Jahr 2010 lieferte das Unternehmen die ersten Dreh- und Wälzfräszentren sowie Transferlinien für die Wellenkomplettbearbeitung, die den gesamten Prozess von Drehen, Fräsen und Schleifen über das Messen bis hin zum automatisierten Handling zwischen den Stationen umfassten. 2019 erreichte Schuster Maschinenbau die Marke von 100 Mitarbeitern.
Die Anwender der Schuster-Anlagen finden sich neben anderen Industrien auch im Automotive-Bereich. Gefertigt werden Getriebewellen, Nocken- und Ausgleichswellen, aber auch komplexe Motorwellen für Elektroantriebe. Meist werden die Wellen in mehreren miteinander verketteten Stationen bearbeitet, die an Beginn und Ende der Linie manuell be- und entladen werden.
Christian Moser, Projektleiter von Schuster Maschinenbau erläutert: «Mit der Transformation zur Industrie 4.0 verändern sich auch die Anforderungen an die Metallbearbeitung. Deswegen liefern wir nicht nur standardisierte Drehmaschinen. Wir realisieren innovative Zukunftslösungen in engster Kooperation mit unseren Kunden aus den metallbearbeitenden Industrien, um diese ganz individuell nach vorne zu bringen. Dafür hinterfragen wir permanent den Status quo und streben nach ständiger Weiterentwicklung.»
Eine Zweipunktmessung ist notwendig
Die Schuster-Maschinen arbeiten immer mit einer vertikal stehenden Werkstückspindel, je nach Aufgabe kommen Hauptspindel, Gegenspindel oder ein Mittendrehaggregat zum Einsatz. Je Arbeitsraum werden bis zu zwei Revolver oder auch Fräs- sowie Schleifaggregate eingesetzt, sodass Dreh-, Fräs- und Schleifbearbeitung in einer Aufspannung durchgeführt werden können. Die Maschinen sind immer mit X- und Z-Achse ausgestattet, welche sich abhängig vom Maschinentyp in der Spindel oder dem Revolver/Aggregat befinden. Die Spindel hat im Regelfall auch eine C-Achse. Die Y-Achse ist bei Bedarf als Option verfügbar und damit wie im Drehbereich üblich bei vielen Maschinen nicht vorhanden.
«Das Messen im Arbeitsraum ist ein integraler Bestandteil unserer Bearbeitungsprozesse», stellt Christian Moser fest. «In vielen Produktionsprozessen wird ein Durchmesser zunächst mit Aufmass vorbearbeitet und dann auf Endmass geschliffen oder gedreht. Dazu ist es erforderlich, zwischen den beiden Schritten den aktuellen Durchmesser automatisiert zu messen und den Schleif- beziehungsweise Drehvorgang entsprechend anzupassen. Um nicht etwaige Rundlauffehler oder den Temperaturgang der Maschine mitzumessen, ist hier eine Zweipunktmessung – ähnlich wie bei einer Bügelmessschraube – notwendig.»
Christian Moser setzte sich mit dieser nicht alltäglichen Anforderung mit Uwe Fischer vom Messtechnikspezialisten Blum-Novotest in Grünkraut in Verbindung. Mit BLUM verbindet Schuster eine jahrelange Zusammenarbeit. In den Drehmaschinen des Herstellers wurden – je nach Kundenanforderung – schon diverse BLUM-Messtaster und Lasermessgeräte installiert. «Früher hatten wir meist Messtaster mit Infrarot-Übertragung im Einsatz, heute sind die Taster in unseren Maschinen überwiegend per Funk mit der Steuerung verbunden. Diese lassen sich einfacher in die Maschinen integrieren, da keine Sichtverbindung zwischen Messtaster und Empfänger erforderlich ist», ergänzt Christian Moser.
Speziell entwickelter Tasteinsatz
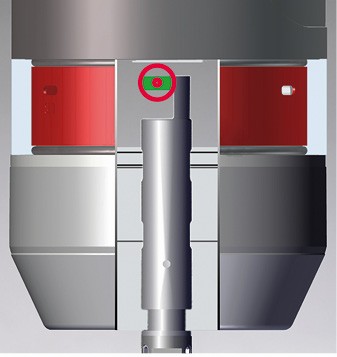
Da viele Schuster-Anlagen nicht mit einer Y-Achse ausgestattet sind, entfällt die Möglichkeit, das Werkstück mit einem Standard-Tasteinsatz vorn und hinten an zwei Punkten anzutasten, um den aktuellen Durchmesser zu erfassen. Es musste also eine andere Lösung gefunden werden. BLUM präsentierte diese in Form des Messtasters TC61 und eines speziell entwickelten Tasteinsatzes.
«Das Besondere am TC61 ist das in zwei Achsen geführte, bidirektionale Messwerk. Im Gegensatz zu sonst typischen Messtastern können dadurch nicht nur drückende, sondern auch ziehende Messungen hochpräzise durchführt werden. Zudem erfolgt die Schaltsignalgenerierung per Abschattung einer Miniaturlichtschranke im Inneren des Messtasters, was ihn verschleissfrei und somit sehr langlebig macht,» erklärt Uwe Fischer.
Dieses aussergewöhnliche Messwerk macht es möglich, den TC61 mit relativ schweren Tasteinsätzen – in diesem Fall einem Messbügel – auszustatten. Soll nun wie bei Schuster Maschinenbau der Durchmesser einer Welle erfasst werden, lässt sich dies ganz einfach per Zweipunktmessung durchführen. Dazu wird der sich im Revolver befindende TC61 horizontal eingeschwenkt und über die X-Achse je eine Messbewegung ziehend und drückend durchgeführt. Zusätzlich wird in manchen Anlagen eine Tastkugel am äussersten Ende des Bügels angebracht, um beispielsweise Längen, Nullpunkte oder Stufen messen zu können. Die Messbügel bietet BLUM ab 35 mm maximalem Messdurchmesser in diversen Abstufungen bis 73 mm an. Bis 50 mm Nenndurchmesser bestehen die Bügel aus Stahl, die grösseren Versionen dann aus Aluminium, um die Kräfte auf das Messwerk nicht zu gross werden zu lassen.
«Das Messen des Durchmessers beim Aufmassschleifen ist die Voraussetzung für die Einhaltung der wirklich engen Toleranzen», berichtet Christian Moser. «Wir setzen an den X-Achsen hochpräzise Glasmassstäbe ein, um den Taster möglichst präzise positionieren zu können. Die Messungen werden in der Aufwärmphase der Maschinen öfter vorgenommen. Sobald sich die Temperaturen stabilisiert haben, wird seltener gemessen – auch so lassen sich die Taktzeiten insgesamt kurz halten. Die Zweipunktmessung lässt sich sehr schnell durchführen und wir erreichen eine Wiederholgenauigkeit auf der Maschine von 1,5 bis 2 µm.»
Hochproduktiv bei gleichzeitig geringsten Ausschussquoten
Die Messungen mit dem BLUM-Taster ermöglichen die Kompensation des Temperaturgangs ebenso wie der unvermeidbaren Abnutzung der Schleifscheibe. «In der Serienfertigung darf es keinen Ausschuss geben», unterstreicht Christian Moser, «da muss jeder Bearbeitungsvorgang über Monate und Jahre und Tausende von Werkstücken in der Toleranz bleiben. Das lässt sich nur mit laufender, prozessbegleitender Messung erreichen.»
Dabei wird der Messtaster im Bearbeitungsraum nicht geschont. Während der Bearbeitung beträgt der Kühlmitteldruck bis zu 60 bar – dieser Strahl trifft indirekt auch den Messtaster im Revolver gegenüber. «Wir nehmen keine Rücksicht auf den Taster», schmunzelt Christian Moser. «Auch Späne und Schleifstaub bekommt der Messtaster ab, das ist in Drehzentren einfach anders als in Fräszentren, in denen die ungenutzten Werkzeuge sicher im Werkzeugmagazin untergebracht sind.» Auch die Bewegung des Revolvers selbst, der bei jeder Positionierung des Werkzeugs in einer Verzahnung fixiert wird, erzeugt nicht unerhebliche Schläge auf den gesamten Revolver und damit auch auf den Messtaster. Das «verkraftet» der BLUM-Taster jedoch problemlos.
«Wir sind mit den Messtastern von BLUM absolut zufrieden. Sie halten den widrigsten Bedingungen stand und erzeugen auch mit dem neu entwickelten Messbügel hochpräzise Messergebnisse. So fertigen unsere Kunden hochproduktiv bei gleichzeitig geringsten Ausschussquoten», fasst Christian Moser seine Erfahrungen zusammen. «Die Ansprechpartner bei BLUM sind kompetent und bieten auch für komplexe Anforderungen schlaue Lösungen wie in unserem Fall den Messbügel. Wir fühlen uns sehr gut aufgehoben bei BLUM.»
INFOS | KONTAKT
Blum-Novotest GmbH
Rosenweg 4
CH-2543 Lengnau
T +41 (0)32 653 77 11
www.blum-novotest.com




Internationale Fachmesse für optische Technologien, Komponenten und Systeme
14. bis 16. Mai
www.optatec-messe.de
Internationale Ausstellung und Konferenz für Spulentwicklung, Isolierung und Elektrofertigung
14. bis 16. Mai
www.coilwindingexpo.com
Fachmesse für Industrieautomation
15. und 16. Mai
www.automation-heilbronn.com





