Sindex, Bern
Treffpunkt der Schweizer Technologiebranche
2. bis 4. September
www.sindex.ch
Als Spezialist für vierachsige Bearbeitungszentren ist HELLER schon seit den 60er-Jahren bekannt. Mit der 2007 vorgestellten H-Baureihe (H für horizontal) brachte das Unternehmen dann eine Werkzeugmaschine auf den Markt, die von Anwendern vieler Branchen als Benchmark betrachtet wird. Insbesondere Hersteller und Zulieferer des breit angelegten Industrial-Sektors (Maschinenbauer, Lohnfertiger, Energie- und Fluidtechniker), aber auch Unternehmen aus dem Automotivebereich setzen die horizontalen Vierachsmaschinen für die Produktion mittlerer bis grosser Stückzahlen ein.
Im Frühjahr 2020 gingen die ersten Maschinen der bereits vierten Generation bei ausgewählten Kunden in Feldtest-Betrieb. Dr. Manuel Gerst, Entwicklungsleiter bei HELLER, erklärt: «Unser Ziel war es, die H-Baureihe im realen Einsatz auf Herz und Nieren zu prüfen und dem Markt Anfang 2021 eine ausgereifte Maschine zur Verfügung zu stellen.»
Span-zu-Span-Zeiten um bis zu 15 Prozent reduziert
Geplant, getan. Seit Februar 2021 verkauft HELLER die neuen horizontalen Bearbeitungszentren in den Baugrössen H 2000, H 4000, H 5000 und H 6000. Sie decken den Hubbereich von 630 bis 1000 mm ab: Die ersten zwei für Werkzeuge mit HSK-A 63 die grösseren mit HSK-A 100. In Modulbauweise mit vielen Standardkomponenten konstruiert, haben Anwender zahlreiche Möglichkeiten, die Maschine an ihre jeweiligen Bedürfnisse anzupassen. Grundsätzlich gibt es hinsichtlich der Antriebstechnik zwei Ausstattungspakete: Power und Speed. Power für mittlere Losgrössen und die Bearbeitung von Stahl und schwer zerspanbaren Werkstoffen. Speed für die Bearbeitung von Gusseisen, Aluminium und anderen Leichtmetallen in hohen Stückzahlen.
Um bestmögliche Produktivität mit der jeweils benötigten Präzision zu erreichen, hatte das Team von Manuel Gerst mehrere Themen im Blick. Als eines der wichtigsten nennt er die Reduzierung der Nebenzeiten. In Zahlen: «Bei der Gen4 ist es uns im Ausstattungspaket Speed gelungen, die Span-zu-Span-Zeiten um durchschnittlich 10 Prozent zu reduzieren», sagt der Entwicklungsleiter und ergänzt: «Entscheidend sind unter anderem schnelle Positionierzeiten. In Feldtests konnten wir auch Verbesserungen der Zykluszeiten von rund 7 Prozent nachweisen.»
Als hilfreich erweist sich hierbei auch der neue Technologiezyklus AutoSet für eine gewichtsabhängige Dynamikanpassung der Z- und B-Achse, der im Ausstattungspaket Speed enthalten ist. Damit lässt sich in direkter Korrelation zur Zuladung bestmögliche Achsdynamik erreichen. Darüber hinaus optimierten die Entwickler den Werkzeugwechselablauf, um Zeitvorteile auch bei mittleren Werkzeuggewichten zu erreichen und verkürzten zudem die Spindelhochlaufzeiten. Diese liegen jetzt je nach Spindelgrösse zwischen rund 1,4 und 2,6 s.
HELLER Inline-Spindel für Gen4 in drei Varianten
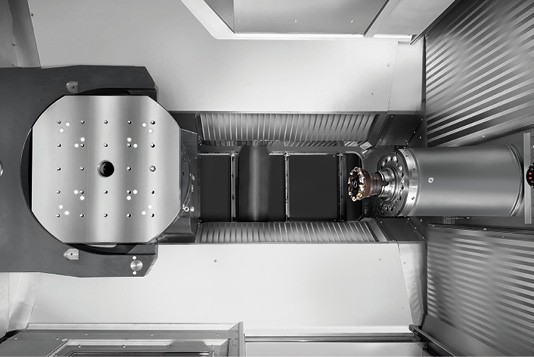
Gleichzeitig gelang es dem Nürtinger Maschinenbauer, die Hauptzeiten seiner vierten Generation der Baureihe H zu verbessern. Als entscheidend hierfür nennt Gerst in erster Linie das Herz der Maschine – die Spindel. Diese Eigenentwicklung gibt es bei der Gen4 in drei Varianten: als Power (PC), Speed (SC) und neu als Dynamic Cutting (DC). Alle Spindeln sind mit HSK-A 63 oder HSK-A 100 Schnittstelle verfügbar. Dabei kombinieren insbesondere die DC-Einheiten hohe Drehmomente mit hohen Drehzahlen perfekt – die «DC 63 i» leistet 16’000 min-1 und 180 Nm, die «DC 100 i» erreicht 12’000 min-1 und 400 Nm. «Wer noch höhere Drehmomente braucht, kann übrigens nach wie vor für die H 5000 und H 6000 auf unsere klassischen Getriebespindeln zugreifen, die es mit bis zu 2292 Nm gibt», ergänzt Gerst.
Allein die hohen Kräfte der Spindel und die extreme Dynamik der Achsen reichen jedoch nicht aus, um die Produktivität der Maschine in der Praxis zu erhöhen. Dazu braucht es auch eine entsprechende Stabilität und das richtige Dämpfungsverhalten. Vor diesem Hintergrund ist die klassische Bauweise mit Doppelantrieb in Z geblieben und wurde in vielen Details weiter optimiert.
High-Accuracy und U-Achse als beliebte Optionen
Dank zahlreicher Neuerungen erreichen die Maschinen der H-Baureihe bereits hohe Grundgenauigkeiten und Oberflächengüten. In Kombination mit dem optionalen High-Accuracy-Paket können diese Werte nochmal gesteigert werden. Zudem lassen sich selbst etwaige Temperaturschwankungen einfach und schnell ausgleichen. Ein paar Tastendrücke, und die beiden Software-Features «AutoCal» und «AutoLin» passen die Geometrie der Achsen in wenigen Minuten den aktuellen Gegebenheiten an.
Mit der integrierbaren U-Achse des HELLER Planzugsystems sind Anwender darüber hinaus in der Lage, Konturdrehaufgaben an ihren Bauteilen mit aussteuerbaren Werkzeugen zu erledigen. Eine Option, die laut Fabian Mattes, Vertriebsleiter bei HELLER, häufig gewünscht wird. Er ergänzt: «Damit entfällt in der Serienfertigung mitunter der sonst notwendige Wechsel auf eine Drehmaschine, was enorm viel Zeit und damit Kosten spart.»
Reduzierte Life-cycle-Kosten
Bares Geld sparen Anwender zudem durch reduzierte Life-cycle-Kosten. Dies erreichen die Maschinen von HELLER auf unterschiedliche Weise. Den Entwicklern ist es beispielsweise gelungen, den Energieverbrauch in der neuen H-Baureihe zu senken. Drehzahlgeregelte Pumpen im Hydraulikaggregat und im Hochdruckbereich der Kühlmittelanlage, smarte Abschaltstrategien von Energieverbrauchern sowie die Nutzung der Maschinenabwärme durch optionale Wasser-Wasser Kühlaggregate und vieles mehr sorgen für einen geringen Energiebedarf.Ebenso wichtig: Wartungs- und Servicearbeiten lassen sich noch schneller erledigen. Hierfür spielt die gute Zugänglichkeit zu allen Aggregaten eine zentrale Rolle. Als Beispiel schildert Fabian Mattes mit dem HELLER Nullspindelsystem den einfachen Spindeltausch – ein Service-Highlight, wie er sagt: «Unsere Nullspindeln lassen sich in rund einer Stunde tauschen, da nur der mechanische Teil ersetzt werden muss. Der Motor bleibt. Ergo sparen unsere Kunden im Lebenszyklus einer Spindel etwa 30 Prozent der laufenden Kosten gegenüber klassischen Motorspindeln. Dabei sind die kürzeren Stillstandzeiten noch gar nicht eingerechnet.»
Von den Feldtestkunden gelobt, wird laut Mattes auch das neue, übersichtliche Benutzerkonzept. Das in Pultausführung gestaltete Hauptbediengerät mit Doppelschwenkhalterung ist seitlich neben der Arbeitsraumtür mit grosser Sichtscheibe angebracht. So hat der Maschinenbediener gleichzeitig den Bildschirm und den Arbeitsraum im Blick. Beim Einfahren der Prozesse hat sich zudem die Arbeitsraumkamera WorkCam als hilfreich erwiesen. Damit kann der Bediener auf dem 24»-Bildschirm das Geschehen in allen Bereichen des Arbeitsraums verfolgen. Die Multi-Touchtechnologie sowie die zusätzlichen Hardkey-Tasten und drei Potenziometer zur Drehzahl-, Vorschub- und Eilgangregulierung erhöhen das Bedienkomfort weiter und erleichtern das Einrichten und den Betrieb der Maschine.
INFOS | KONTAKT
Gebr. Heller Maschinenfabrik GmbH
Gebrüder-Heller-Strasse 15
D-72622 Nürtingen
T +49 (0)7022 770
www.heller.biz
sales@heller.biz


Branchentreffpunkt für Medizintechnikunternehmen
9. und 10. September
www.medtech-expo.ch
Die Fachmesse für Industrieautomation
10. und 11. September
www.automation-wetzlar.de

Weltleitmesse für Fügen, Trennen, Beschichten
15. bis 19. September
www.schweissen-schneiden.com