



KUTENO, Rheda-Wiedenbrück
Kunststofftechnik Nord
14. bis 16. Mai
www.kuteno.de

Bilder: KSF
Ultrahochmolekulares Polyethylen (UHMWPE) ist ein in der medizinischen Orthopädie häufig verwendetes Material, dessen haltbare, reibungsarme Oberfläche als Spacer für Knie-, Hüft- und Schulterimplantate verwendet wird, um die Beweglichkeit sicherzustellen.
Bei der Bearbeitung dieses Materials durch herkömmliches Fräsen entstehen Grate, die oft in einem zweiten Prozess manuell entfernt werden müssen. Da der Wärmeausdehnungskoeffizient von UHMWPE mehr als 12-mal so hoch ist wie der von Stählen, ist die Überwachung der Bearbeitungswärme von entscheidender Bedeutung, um die für Implantate erforderlichen engen Toleranzen und hohen Massgenauigkeiten zu erreichen.
Am KSF (Kompetenzzentrum für Spanende Fertigung) wurden Untersuchungen zu den Auswirkungen der superkritischen CO2-Kühlung (scCO2) auf den Fräsprozess mit einer Mikron MILL S 400 U® 5-Achsen-Fräsmaschine – ausgestattet mit einer StepTec 42k-Spindel, einem Fusion Coolant Systems Pure-Cut+® scCO2-Zuführsystem und verschiedenen Fräswerkzeugen wie einem 3 mm Schaftfräser (einschneidig) für das Nutenfräsen und einem 6 mm Kugelkopffräser für das Fräsen eines Kniespacers – mit verschiedenen Schnittparametern durchgeführt. Die Ergebnisse zeigen eine deutliche Verringerung der Grate, verbesserte Werkstückgenauigkeit und bessere Oberflächenqualität. Diese Faktoren deuten auf einen zuverlässigeren Bearbeitungsprozess hin, der das manuelle Entgraten stark reduzieren oder sogar überflüssig machen könnte.
Trockenes Nutfräsen
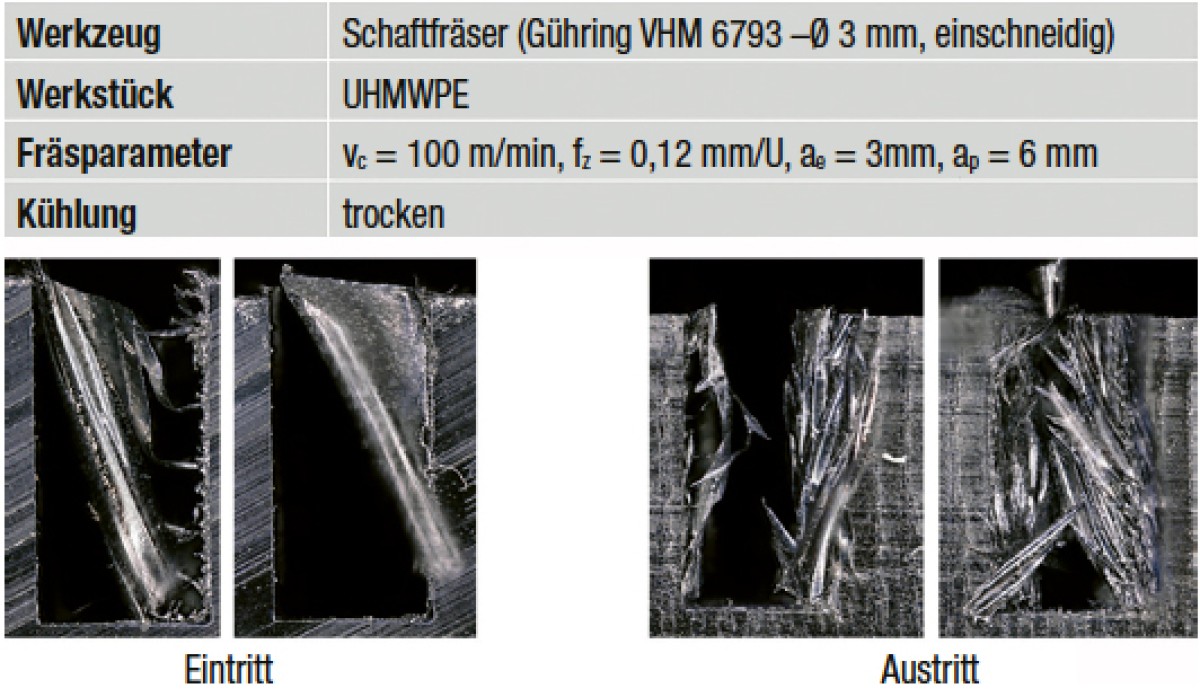
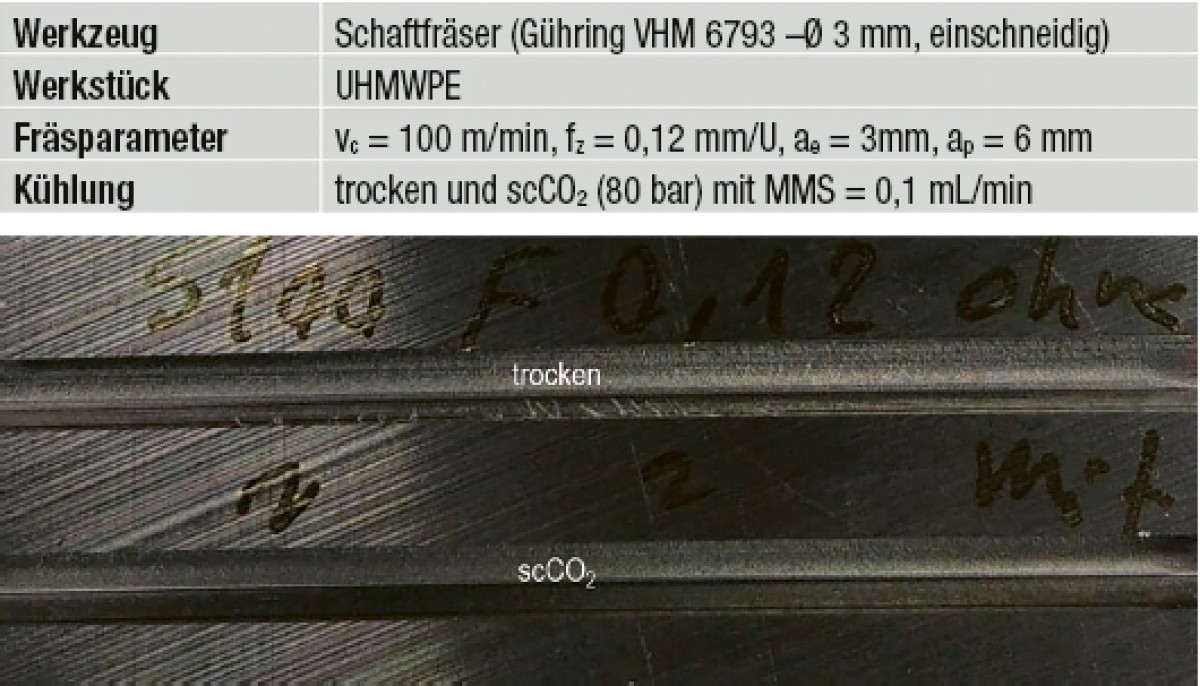
UHMWPE kann trocken gefräst werden, um das Eindringen von Verunreinigungen und die Aufnahme von Feuchtigkeit, insbesondere bei medizinischen Anwendungen, zu vermeiden. Die Nutbearbeitung wurde «trocken» für eine Nutbreite von 3 mm und eine Tiefe von 6 mm durchgeführt. In Bild 1 sehen wir den Ein- und Austrittskanal nach dem Vorschruppen beim Trockenfräsen und die daraus resultierende Gratbildung.
Superkritisches CO2 mit MMS
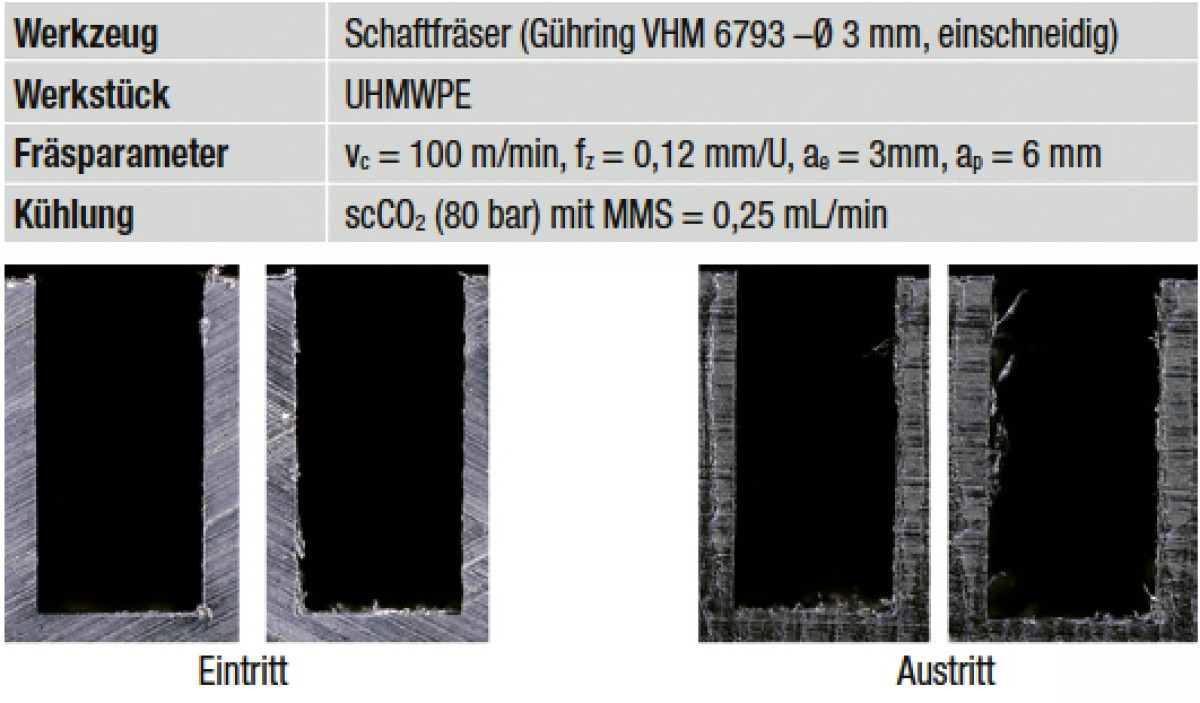
Ein superkritisches CO2-Zuführsystem von Fusion Coolant Systems wurde vollständig in die Mikron MILL S Maschine integriert. Dieses System ist in der Lage, superkritisches Kohlendioxid (scCO2) mit einem Druck von bis zu 110 bar bereitzustellen, und umfasst ein Pure-Cut+® MMS (Minimalmengenschmierung) Zuführsystem. Das scCO2 wird mit der MMS durch die Spindel geführt, wobei das sich schnell ausdehnende scCO2 über kleine Öffnungen im Werkzeughalter auf die Schneidkanten des Fräsers gelenkt wird. Dem scCO2 wurde ein medizinischer Kühlschmierstoff, SENTOS V-LR15® von HPM Technologie, mit einer Durchflussrate von 0,1 bis 0,25 ml/Std zugeführt. Dieses spezielle Schmiermittel ist für die Verwendung bei medizinischen Produkten validiert, da es bei Raumtemperatur verdampft, ohne Rückstände auf der gefrästen Oberfläche zu hinterlassen. Bei Vergleichsbearbeitungen mit scCO2 konnte eine deutliche Reduktion der Gratbildung gegenüber der Referenzbearbeitung festgestellt werden (Bild 2).
Ergebnisse und vorläufige Analyse
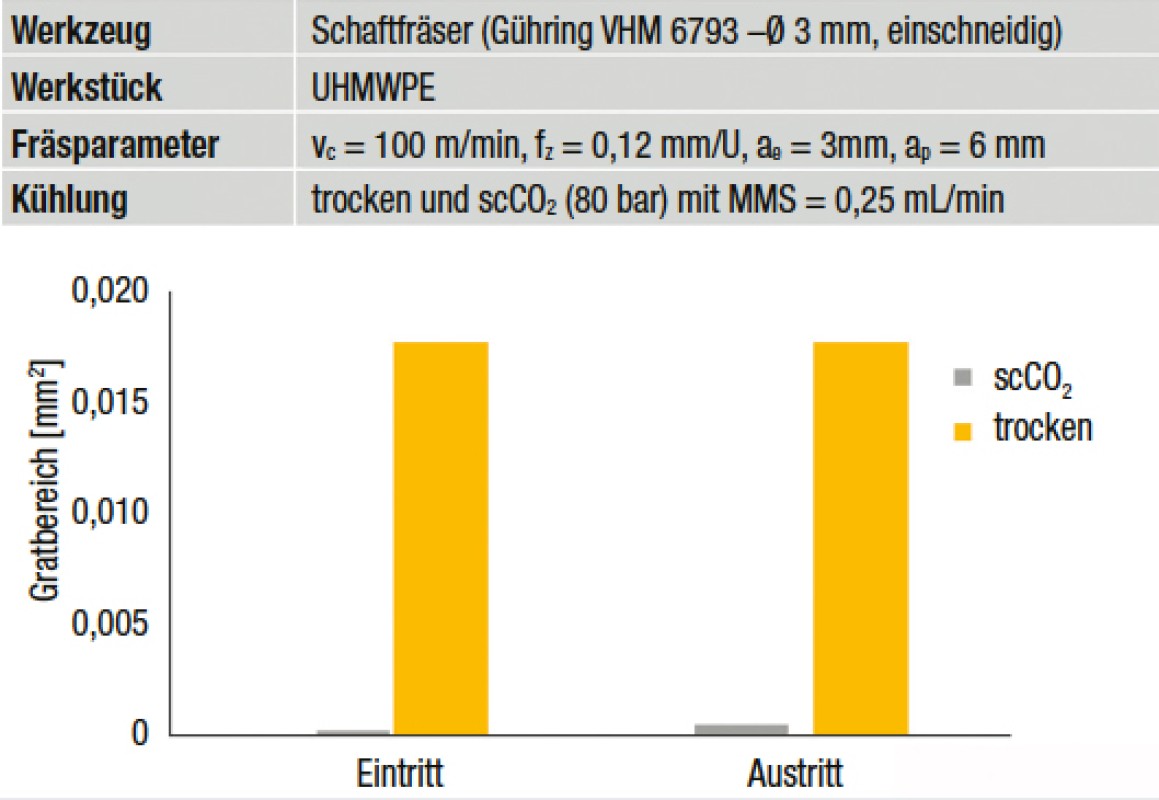
Mithilfe einer Bildverarbeitungssoftware wurde anhand der Bilder aus Bild 1 und 2 die Gratfläche berechnet und zwischen dem Trocken- und dem superkritischen CO2-Fräsen verglichen (Bild 3).
Vergleicht man die Gratfläche bei der Trocken- und der scCO2-Bearbeitung, so stellt man fest, dass sich die Gratbildung um etwa 95 Prozent verringert.
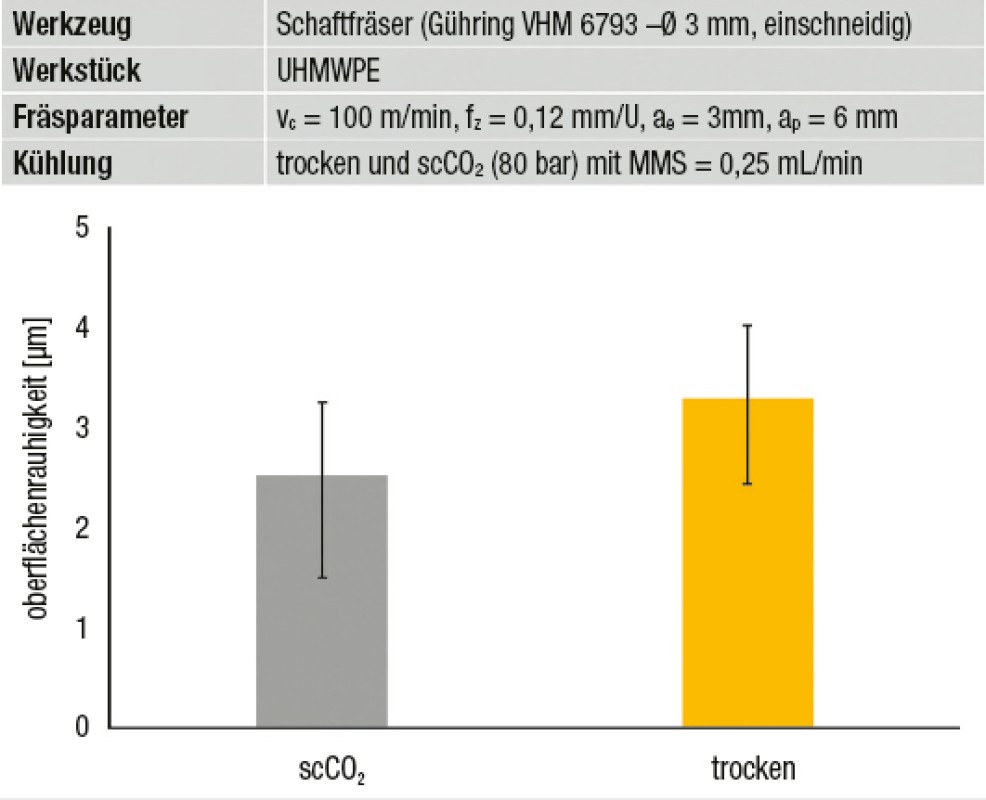
In der Studie wurde auch die Oberflächenrauhigkeit (Rz) der Nutflanke betrachtet. Während des Schruppvorgangs wurde bei der Bearbeitung mit scCO2 eine um zirka 30 Prozent geringere Rauheit als bei der Trockenbearbeitung festgestellt (Bild 4). Die Verringerung der Rauheit wird in Bild 5 belegt.
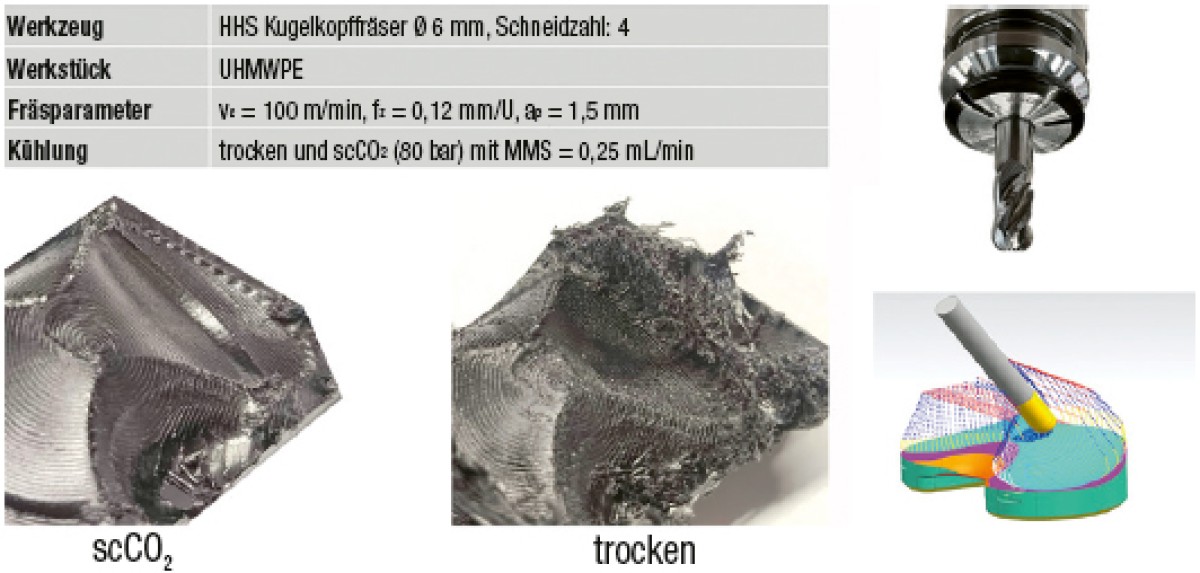
5-Achs-Fräsen
Im nächsten Versuchsschritt wurde ein Knie-Spacer durch 5-Achs-Fräsen sowohl trocken als auch unter scCO2-Bedingungen bearbeitet. Die verwendeten Vorschrupp-Parameter sind in Bild 6 aufgeführt. Wie aus dem Bild ersichtlich ist, verursachte das Trockenfräsen eine übermässige Gratbildung (wahrscheinlich aufgrund von Materialaufschmelzung während des Schneidprozesses) und eine schlechte Oberflächenqualität.
Eine sehr geringe Gratbildung und eine saubere Werkstückoberfläche mit detaillierten Fräskonturen sind hingegen das Ergebnis des scCO2-Fräsens.
Mögliche Anwendungen und Bereiche für weitere Forschung
Die Verwendung von UHMWPE in Knie-, Schulter- und Hüftimplantaten ist weit verbreitet. Da das Material nicht mit herkömmlichen Technologien geformt werden kann, werden sie meist gefräst. In den meisten Fällen entsteht beim Fräsen eine beträchtliche Anzahl von Graten, die zumeist mittels manuellem Prozess von zusätzlichen Arbeitskräften entfernt werden.
Weitere Versuche müssen mit speziellen Werkzeugen durchgeführt werden, die für die Verwendung mit scCO2 angepasst sind. Es scheint jedoch wahrscheinlich, dass diese Technologie ein stabiles, wiederholbares Bearbeitungsverfahren für UHMWPE ermöglichen könnte, welches zu einer wesentlich höheren Oberflächengüte und zu deutlich weniger Graten führt. Bei zukünftigen Versuchen werden wir den Einfluss verschiedener Werkzeuggeometrien sowie Variationen von Drehzahl und Vorschubgeschwindigkeit auf die Oberflächenrauhigkeit und Gratbildung untersuchen.
ZU DEN AUTOREN
Professor Dr. Bahman Azarhoushang
Kompetenzzentrum für Spanende Fertigung (KSF)
Katharinenstrasse 2
D-78532 Tuttlingen
ksfinfo@hs-furtwangen.de
Erik Poulsen
Leiter des Marktsegments Medizintechnik
GF Machining Solutions
Roger-Federer-Allee 7
CH-2504 Biel
erik.poulsen@georgfischer.com

Internationale Fachmesse für optische Technologien, Komponenten und Systeme
14. bis 16. Mai
www.optatec-messe.de
Internationale Ausstellung und Konferenz für Spulentwicklung, Isolierung und Elektrofertigung
14. bis 16. Mai
www.coilwindingexpo.com
Fachmesse für Industrieautomation
15. und 16. Mai
www.automation-heilbronn.com


