Sindex, Bern
Treffpunkt der Schweizer Technologiebranche
2. bis 4. September
www.sindex.ch

Bild: RAYLASE
Der Klimawandel stellt unsere Wirtschaft vor gigantische Herausforderungen. Eine davon ist, wir brauchen mehr erneuerbare Energien. Benötigt werden mehr Windkraft, Elektrofahrzeuge und Brennstoffzellen zur Bewegung von grösseren Lasten wie Schiffen, Zügen und Flugzeugen. Gefordert sind hier unter anderem hohe Anforderungen an die Wirtschaftlichkeit der Bearbeitung in der industriellen Produktion.
Insbesondere an die Schweissprozesse bei der Herstellung von Bipolarplatten für Brennstoffzellen, Batterien für Elektroautos, Busbars für die Leistungselektronik, Kupfer-Hairpins für den elektronischen Antriebsstrang oder Stahlbauteilen für Offshore-Windanlagen. Das Laserstrahlschweissen unter Vakuumbedingungen punktet hier mit einer Reihe von Vorzügen für eine saubere und ressourcenschonende Produktion: hohe Einschweisstiefen bei Metalllegierungen und -verbindungen aus Edelstahl, Aluminium und Kupfer benötigen jetzt einen geringeren Energieaufwand als herkömmliche Schweissverfahren. Kombiniert mit innovativen Laserablenkeinheiten bringt das mehr Qualität und mehr Produktivität bei sinkenden Kosten.
Laserstrahlschweissen unter Vakuum: Weniger Probleme, deutlich bessere Qualität
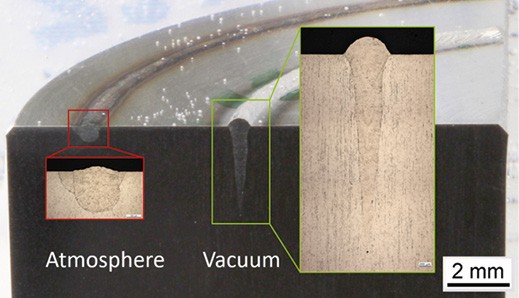
Beim traditionellen Laserstrahlschweissen unter Raumbedingungen, auch «an Atmosphäre» genannt, kommt es leider zu vielen Spritzern, verursacht durch ein unruhiges Schmelzbad. Eine Verschweissung unter Luftatmosphäre ist immer auch mit Oxidation verbunden und weist somit eine höhere Korrosion auf. Dr. Christian Otten, Geschäftsführer der LaVa-X GmbH: «Meine Kollegen und ich entdeckten das Verfahren, während meiner Promotion. Ich war damals wissenschaftlicher Mitarbeiter am Institut für Schweiss- und Fügetechnik der RWTH Aachen, machte meinen Doktor zum Thema Elektronen- und Laserstrahlschweissen von Werkstoffkombinationen. Wir fragten uns damals, warum sind Elektronenstrahlschweissnähte so viel besser als Laserstrahlschweissnähte und welchen Einfluss besitzt der Unterdruck darauf?» – Das Team probierte verschiedenste Methoden und entdeckten dabei die Vorzüge des Laserstrahlschweissens unter Vakuum, das aber eben nicht die Nachteile des Elektronenstrahlschweissens wie zum Beispiel Röntgenstrahlung aufwies. Schlussendlich gründete Otten 2017 auf Basis dieses Verfahrens sein eigenes Unternehmen, die LaVa-X GmbH in Herzogenrath.
Gegenüber herkömmlichen Methoden verläuft der Prozess unter Vakuum (100 mbar) sehr ruhig, es kommt kaum zu Poren und oder Spritzer, Heiss- und Härterisse treten deutlich seltener auf. Da keine Oxidation stattfindet, braucht es auch keine Nachbearbeitung der Werkstücke. Zudem lässt sich die Einschweisstiefe bei Edelstahl um bis zu 60 Prozent bei gleichen Schweissparametern steigern oder im Umkehrschluss kann die Laserleistung reduziert werden. Konkret bedeutet das, dass Einschweisstiefen von 1 mm mit gerade einmal 200 W möglich sind. Aufgrund der geringeren Leistung der Laser benötigt der Schweissprozess auch deutlich weniger Energie. Bauteile lassen sich im Vakuum ohne Zwischenschritte fertigen. Das alles spart Zeit und Kosten und erhöht die Produktivität. Und die Evakuierung der produktbezogenen Kammern erfolgt in nur drei bis fünf Sekunden. Dazu Dr. Otten: «Bei hochproduktiven Anlagen sind die Vakuumkammern so an das Produkt angepasst, dass nur ein sehr geringes Volumen evakuiert werden muss.» Die Qualität, die unter Vakuumbedingungen erreicht werden kann, überzeugt also in vielen Punkten.
Ablenkeinheiten von RAYLASE unterstützen das Vakuum-Schweissen
«Ich persönlich schätze die Arbeit mit Ablenkeinheiten sehr», meint Dr. Otten, »denn anstatt das Bauteil zu drehen, ist es deutlich einfacher den Laserstrahl entsprechend zu führen und wir können mehrere Bauteile gleichzeitig bearbeiten. Ein riesengrosser Produktionsgewinn!» Zum Einsatz kommen bei der LaVa-X GmbH der SUPERSCAN IV-15 von RAYLASE. Dieser befindet sich ausserhalb der Vakuumkammer. Dies spart Platz in der Kammer und minimiert den Integrationsaufwand. «Mit dem SUPERSCAN-IV-15 können wir besonders hohe Oszillations-Frequenzen und hohe Amplituden einstellen und somit das Wobble-Schweissen effektiv umsetzen», freut sich Otten über die gekonnte Unterstützung beim Vakuum-Laserstrahlschweissen.
Auch der einfache Austausch der Scan-Systeme ist für Otten sehr wichtig. «Wir nutzen zwar auch die 20er- und 30er-Version des SUPERSCAN IV-Serie, aber dann nur bei Leistungen über 2 KW oder wenn wir einen kleineren Spot benötigen bei gleichzeitig langer Brennweite.» RAYLASE-Produktmanager Bernhard Dauner sieht noch weitere Vorteile: «Die modellbasierende, digitale Regelung des SUPERSCAN IV bietet zusammen mit leichten und steifen Siliziumkarbidspiegeln höchste Dynamik und Endgeschwindigkeit, wodurch schnelle Wobble-Frequenzen und insgesamt kurze Prozesszeiten realisiert werden können. Das wassergekühlte Masterblock-Design erlaubt zudem in Verbindung mit unserer optionalen Luftspülung Laserleistungen bis 6 kW». Die hohe optische als auch elektrotechnische Performance der SUPERSCAN-IV-Serie erlaubt somit Maschinenbauern und Integratoren ein Höchstmass an Design-Freiheit und den Einsatz vieler-lei Hochleistungs-Laser, sowohl Puls- als auch Dauerstrichlaser.
Bis zu 35 Prozent weniger Energieverbrauch
Das neuartige Verfahren erweist sich auch für die Energiebilanz der Anwender als Plus. Denn alles in allem lässt sich mit dem sogenannten «LaVa-Schweissen» bis zu 35 Prozent Energie gegenüber dem herkömmlichen Laserschweissen einsparen. Nicht nur, dass es weniger Laserleistung bedarf und damit einen geringeren Stromverbrauch, auch benötigt das Schweissen im Vakuum keine Druckluft, um die eingesetzte Optik von Spritzern und Schmauch freizuhalten. Und Druckluft, das sollte bekannt sein, gehört zu den teuersten und Energie verschwenderischsten Medien, die es gibt. Alles Faktoren, die angesichts explodierender Energiepreise stark ins Gewicht fallen
Fazit
Die sinnvolle Kombination zweier Technologien, bestehend aus Laserablenkeinheit und dem Laserschweissen im Vakuum von LaVa-X bringt nicht nur bessere Qualität bei geringeren Kosten, sondern schützt auch den Ressourcenverbrauch. Ein ganz wesentlicher Aspekt heutiger industrieller Produktion. Nutzer des Verfahrens leisten damit auch einen wesentlichen Beitrag zum Klimaschutz.
INFOS | KONTAKT
RAYLASE GmbH
Argelsrieder Feld 2+4
D-82234 Wessling
T +49 (0)8153 9999 699
www.raylase.de
info@raylase.de

Branchentreffpunkt für Medizintechnikunternehmen
9. und 10. September
www.medtech-expo.ch
Die Fachmesse für Industrieautomation
10. und 11. September
www.automation-wetzlar.de

Weltleitmesse für Fügen, Trennen, Beschichten
15. bis 19. September
www.schweissen-schneiden.com