Sindex, Bern
Treffpunkt der Schweizer Technologiebranche
2. bis 4. September
www.sindex.ch

Bilder: Klaus Vollrath
Bei industriellen Prozessen gehören Verschleiss, Rost und Korrosion zu den grössten Wertevernichtern. Sie setzen an der Oberfläche der Bauteile an und fressen sich immer weiter ins Material hinein, bis die betreffenden Komponenten ihre Einsatztauglichkeit verlieren. Häufig sind sie jedoch noch viel zu wertvoll, um sie zu verschrotten.
Dank massgeschneiderter Hochleistungsbeschichtungen von spezialisierten Dienstleistern lässt sich ihre Gebrauchsfähigkeit wieder herstellen und die Nutzungszeit der Anlagen so deutlich verlängern. Das entsprechende Know-how wird zunehmend auch von den Originalherstellern von Maschinen und Anlagen genutzt.
«Die Aufgabenstellungen im Bereich von Verschleiss und Korrosion von Maschinenteilen sind so vielfältig, dass es dafür nur selten Lösungen von der Stange gibt», weiss Martin Bührer, Inhaber der Bührer AG in Otelfingen (Schweiz). Die mechanischen Eigenschaften mechanischer Bauteile liessen sich heute dank moderner CAD-Systeme relativ einfach und mit hoher Zuverlässigkeit berechnen. Bei den Oberflächen verhalte es sich dagegen anders: Obwohl die Oberflächenschicht nur wenige Gewichtsprozent ausmache, entscheide sie massgeblich über die Lebensdauer. Dabei könnten sich schon vergleichsweise geringfügige Variationen der Umgebungsbedingungen erheblich auf die Lebenserwartung auswirken. Deshalb setze er bei Kundenanfragen auf Beratung und Problemlösung: Wie sehen die Einsatzbedingungen aus, welches Verschleissbild zeigt sich bei den Bauteilen und welche Besonderheiten sind gegebenenfalls zu beachten. Anschliessend sei zu klären, welche Beschichtungsvarianten – metallisch, keramisch oder mehrlagig – am ehesten infrage kämen und mit welchem Verfahren sie am besten aufzubringen seien. Erforderlichenfalls würden dazu auch Versuche durchgeführt. Für das Aufbringen der Beschichtungen kommen leistungsfähige thermische Spritzverfahren wie atmosphärisches Plasmaspritzen (APS), Hochgeschwindigkeits-Flammspritzen (HVOF), Lichtbogenspritzen sowie Flammspritzen zur Anwendung.
Komplettleistung aus einer Hand
«Wichtig ist darüber hinaus, dass wir dem Kunden ein komplettes Paket an vor- und nachgeschalteten maschinellen Bearbeitungen anbieten», ergänzt Martin Bührer. Dadurch erhalte der Abnehmer das gesamte Leistungspaket aus einer Hand und in einer Verantwortung. Zudem gehe es dadurch auch schneller und günstiger, weil Schnittstellen, Transportaufwendungen und Verzögerungen entlang der Logistikkette entfallen.
Deshalb investiere er kontinuierlich in die Erweiterung seines Maschinenparks. Vorhanden seien CNC-gesteuerte Anlagen für das Fräsen und Drehen sowie eine CNC-gesteuerte Innen- und Aussenrundschleifmaschine für Ø bis 300 mm. Ergänzt werde dies durch eine konventionelle Drehmaschine für Ø bis zu 500 mm und Bauteillängen bis zu 3 mm.
Die Beschichtung erfolgt auf zwei Stationen, darunter eine moderne Anlage von OSU-Hessler. In beiden stehen Roboter, mit deren Hilfe auch komplexe Geometrien dreidimensional beschichtet werden können. Zudem sei er bereit, bei Sonderaufgaben auch zusätzliche Ausrüstungen wie eine Station für das automatisierte Abbürsten herzustellen oder zu beschaffen. Dank dieser Flexibilität könne er auch unkonventionelle Aufgabenstellungen übernehmen.
Vielfältige Beschichtungswerkstoffe
«Im Unterschied zu den üblichen Härteverfahren muss das Werkstück zum Aufspritzen nicht hoch erwärmt werden, sodass weder Gefügeveränderungen noch Verzug auftreten», verrät Martin Bührer. Das aufzutragende Material wird durch Hitze verflüssigt und fein zerstäubt in Form von Tröpfchen auf das Werkstück zu beschleunigt. Beim Auftreffen auf die Oberfläche schmiegen sich die Tröpfchen der Form des Bauteils an und dringen dabei selbst in kleinste Vertiefungen ein. Bei ihrer Erstarrung entsteht daher eine fest haftende Verbindung, die teils auf Verschweissung und teils auf Verklammerung beruht. Sie kann problemlos mit mechanischen Verfahren wie Fräsen, Drehen, Bohren oder Schleifen bearbeitet werden. Da keine chemische Reaktion erfolgt, können unterschiedlichste Beschichtungswerkstoffe verwendet werden, ohne sich über chemische Kompatibilität Gedanken machen zu müssen. Auch sind je nach Technologie und Werkstoff teils hohe Schichtdicken bis zu 10 mm möglich. Metalle werden meist in Form von Draht verarbeitet, der durch einen Lichtbogen verflüssigt und anschliessend durch einen scharfen Gasstrahl zerstäubt und in Richtung des Werkstücks beschleunigt wird. Bei Keramikwerkstoffen kommen feine Pulver zum Einsatz, die im Plasmabrenner bei hohen Temperaturen aufgeschmolzen werden und dann auf das Werkstück prallen. Von den Beschichtungswerkstoffen her verfüge sein Unternehmen über die gesamte Palette von weichen Lagermetallen über korrosionsbeständige Industriemetalle wie Edelstahl, Aluminium, Zink, Nickel und Chrom bis hin zu ultraharten Oxidkeramiken mit Härten bis zu 1500 HV.
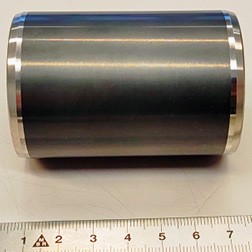
Beispiel: Galetten für die Textilindustrie
«Der Auftrag eines weltweit führenden Herstellers von Kunststofffasern zur Beschichtung dieser Galetten ist Ausdruck des Vertrauens der Kundschaft in unsere Kompetenz», freut sich Martin Bührer. Galetten sind grosse, hohle Zylinder, die bei der Herstellung von Kunststofffasern eingesetzt werden. Mit ihnen wird der noch weiche Polyesterfaden, der von oben aus Spinndüsen herunterkommt, in mehrere Stufen umgelenkt und dabei so temperiert, dass daraus schliesslich hochfestes Garn entsteht. Insgesamt sieben dieser Galetten müssen hierbei so exakt synchron und zudem völlig schlagfrei laufen, dass der sich noch verfestigende Rohfaden nicht ruckartig überdehnt und dadurch geschädigt wird.
Entscheidend ist hierbei auch eine Beschichtung, die einerseits mit dem klebrigen Fadenmaterial nicht verbacken darf und andererseits griffig genug ist, um den Faden sicher fördern zu können. Diese Beschichtung besteht aus zwei Lagen: Zunächst wird auf die sorgfältig gereinigte Oberfläche mithilfe des APS-Verfahrens eine 0,05 mm dicke metallische Haftgrundierung aus Ni-Cr aufgebracht. Auf diese Grundlage wird anschliessend mit dem gleichen Verfahren noch eine 0,1 mm dicke Schicht aus einer Mischung von Aluminium- und Titanoxid gespritzt.
Äusserste Sorgfalt
«Das ist jedoch lediglich die Kurzfassung. In Wirklichkeit sind die Abläufe deutlich komplexer», erläutert Martin Bührer. So ist noch vor dem Aufbringen der Grundierung eine aufwendige Vorbereitung erforderlich. Diese umfasst die Arbeitsgänge Vorputzen, Reinigen, Vorwärmen, Abkleben und schliesslich Strahlen. Das Aufbringen der Grundierungsschicht erfordert dann drei und die anschliessende Beschichtung mit Keramik sogar zehn Durchgänge. Schon beim Grundieren wird sowohl nach der ersten als auch nach der dritten Schicht eine sorgfältige optische und manuelle Kontrolle auf Spritzfehler wie beispielsweise eingebackene grössere Schmelztröpfchen durchgeführt. Das Aufbringen der Keramik in zehn einzelnen Schichten ist erforderlich, weil es beim Auftragen dickerer Lagen zu Rissen kommen könnte. Nach dem letzten Durchgang muss noch eine Kontrolle des Gesamtdurchmessers unter Berücksichtigung der Bauteiltemperatur erfolgen. Das ist deshalb erforderlich, da der Durchmesser der synchron angetriebenen Galetten in der Linie exakt übereinstimmen muss, um Ungleichmässigkeiten der Fadenspannung im Betrieb zu vermeiden.
Abschliessend wird die Galette zur Endkontrolle auf einen speziell hierfür entwickelten und hergestellten Prüfstand verbracht. Dort wird sie zunächst mit einer automatischen Bürstvorrichtung von eventuell losen Körnchen gereinigt und dann äusserst gründlich manuell abgetastet. Selbst kleinste Unebenheiten werden dabei sorgfältig von Hand entfernt. Nach einem abschliessenden Bürstdurchgang wird die Galette dann aufwendig verpackt und in einer stabilen Transportbox versandfertig gemacht.
Weitere Beispiele
«Die Galetten sind nur eines von zahlreichen Beispielen für die Sorgfalt, mit der wir bei der Erfüllung von Kundenaufträgen vorgehen», weiss Martin Bührer. Dabei lege er besonders Wert auf Flexibilität beim Eingehen auf Kundenwünsche und übernehme einfache Jobs wie das Strahlen korrodierter Motorgehäuse ebenso wie den Neuaufbau von keramischen Verschleissschichten für Hydraulikmotoren einschliesslich einer hochpräzisen Bearbeitung auf das gewünschte Endmass. Bei Rundteilen sei die Bearbeitung solcher Schichten bis auf eine Restrauheit von nur noch Ra = 0,2 µm möglich. Bei komplexeren Geometrien könne er auf ein Netzwerk bewährter Partner zurückgreifen. Wichtig sei für ihn vor allem, dass der Kunde umfassend beraten werde und eine für seine spezielle Aufgabenstellung optimale Lösung erhalte.
INFOS | KONTAKT
Bührer AG
Lauetstrasse 13
CH-8112 Otelfingen
T +41 (0)44 844 25 50
www.buehrer-ag.ch
info@buehrer-ag.ch




Branchentreffpunkt für Medizintechnikunternehmen
9. und 10. September
www.medtech-expo.ch
Die Fachmesse für Industrieautomation
10. und 11. September
www.automation-wetzlar.de

Weltleitmesse für Fügen, Trennen, Beschichten
15. bis 19. September
www.schweissen-schneiden.com