all about automation, Zürich
Fachmesse für Industrieautomation
28. und 29. August
www.aaa-zürich.ch


Bilder: INDEX-Werke
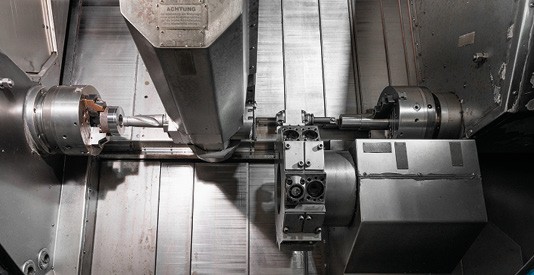
Die M30 Millturn zählt im umfangreichen Millturn-Portfolio zu den beliebtesten und erfolgreichsten WFL-Maschinen. Der Klassiker der Millturn Dreh-Bohr-Fräszentren läutete in seiner Urversion bereits vor mehr als 25 Jahren eine völlig neue Ära ein.
Immerhin war diese Maschine die erste WFL Millturn mit Einzelwerkzeugträger zum Drehen, Bohren und Fräsen mit B-Achse. Viele dieser alten M30-Maschinen sind aktuell noch im Einsatz. Und bei guter Pflege bringt die Millturn-Oma auch nach vielen Jahren durchaus noch eine top Performance. Schliesslich gehören höchste Qualität und Dauergenauigkeit zu den Tugenden aller WFL-Maschinen. Daher haben wir die Gelegenheit genutzt, uns eine dieser Ur-Millturns näher anzusehen.
Grundaufbau mit dem stabilen 60°-Schrägbett
Obwohl die aktuelle Bauweise im Detail nur mehr wenig mit ihrer ursprünglichen Ausführung gemeinsam hat, ist der Grundaufbau mit dem stabilen 60°-Schrägbett bis heute beibehalten worden. Dabei fällt der leistungsstarke Spindelkasten mit 37-kW-Hauptantrieb und 2-stufigem Getriebe sowie externer C-Achse auf. Die Bauweise geht zwar auf die früheren Voest-Alpine WNC-Schrägbettmaschinen zurück, kommt aber selbst bei den neuesten Millturn-Modellen der M35, M40 und M50 mit modernisierten Antriebsmotoren immer noch zum Einsatz. Als Alternativen stehen hier heutzutage wassergekühlte Direkt-antriebe zur Verfügung.
Die ersten Maschinen der M30-Baureihe verfügten noch über ein an der Fräseinheit fix montiertes 24-fach Magazin mit automatischem Werkzeugwechsler. Eine bewährte und damals praktikable Lösung. Schon kurze Zeit später wurde dieses Magazin durch ein externes Magazin über dem linken Spindelkasten ersetzt, das wesentlich komfortabler zu bedienen war und für damalige Verhältnisse eine hohe Kapazität von zunächst 48 Werkzeugplätzen aufwies. Auch hauptzeitparalleles Rüsten der Werkzeuge war damit erstmals möglich. Die Kapazität wurde danach sogar auf bis zu 96 Werkzeugplätze erweitert. Als Werkzeugsystem standen bereits modulare Systeme wie HSK50, Capto C4 oder KM50 zu Verfügung.
Komplexe und hochgenaue Schrägbearbeitungen
Aufgrund der höheren Leistung und gesteigerter Stabilitätsanforderungen wuchs die Systemgrösse bei den aktuellen Modellen auf HSK63 beziehungsweise Capto C6. Schon damals wurde die Maschine mit einem unteren 2x24-fach Scheibenrevolver als Option sowie ebenfalls optional mit Gegenspindel angeboten.
Als Steuerung kam zunächst bei den ersten gelieferten Maschinen die Siemens Sinumerik 880T zum Einsatz. Die Datenspeicher dieser Steuerung waren noch als EPROM ausgeführt und somit nur mit einem speziellen Gerät beschreib- und löschbar. Die neueren der damals gebauten Maschinen wurden dann mit der Sinumerik 840 C ausgeliefert. Diese Ausführung verfügte bereits über eine Festplatte zur Datenspeicherung.
Die Maschine war je nach Konfiguration mit bis zu 9 NC-Bearbeitungsachsen ausgestattet und sogar in der Lage, 5-Achs-Interpolationen durchzuführen. Dies war allerdings zum damaligen Zeitpunkt mangels entsprechender Softwarelösungen zum Programmieren ein schwieriges und mühseliges Unterfangen. Mittels B-Achse mit 7,5-kW-Fräsantrieb und 4000 min-1 konnten komplexe und hochgenaue Schrägbearbeitungen mit hoher Produktivität durchgeführt werden.
Erfahrungen aus mehreren Jahrzehnten
Eine Neuigkeit war damals der Einsatz eines Kompressor-Kühlaggregats zur Temperaturstabilisierung der Dreh-Bohr-Fräseinheit. Damit war es möglich, auch lang andauernde Fräsoperationen mit hoher Leistung zu realisieren. Hohe Dauerdrehzahlen waren allerdings die Achillesferse der Dreh-Bohr-Fräseinheit, da die Dauerfettschmierung dafür einfach nicht ausreichend war. Erst bei neueren Modellen mit Ölnebelschmierung wurde dieses Thema bereinigt. Aber was solls, dafür konnte man schon damals grosse Fräser und Bohrer auch für schwere Schruppschnitte einsetzen, denn die Fräseinheit stellte aufgrund der Getriebeausführung schon bei niederer Drehzahl ihre Maximalleistung zur Verfügung. Beim Drehen waren die Maschinen ohnehin unschlagbar. Eingesetzt wurden die Maschinen vorwiegend in der Aerospace Industrie, im Automotive Bereich, für Hydraulik-Komponenten, im anspruchsvollen Maschinenbau als auch in der Werkzeugherstellung und Medizintechnik. Typische Anwendungsgebiete waren komplexe Präzisionsteile aus schwer zerspanbaren Werkstoffen.
Die Nachfolgemodelle profitieren noch heute von den Erfahrungen aus einer Vielzahl gelöster Kundenanforderungen über mehrere Jahrzehnte. Entsprechend hoch sind die Erwartungen, die an WFL gestellt werden. Die Maschine ist letztendlich das Mittel zum Zweck, um alle technologischen Möglichkeiten maximal auszuschöpfen. Technologische Innovationen erfordern damals wie heute eine solide Basis.
INFOS | KONTAKT
WFL Millturn Technologies GmbH & Co. KG
Wahringerstrasse 36
AT-4030 Linz
T +43 (0)732 6913-0
www.wfl.at
office@wfl.at

Leitmesse für industrielle Instandhaltung
28. und 29. August
www.maintenance-schweiz.ch
Internationale Messe für Metallbearbeitung
10. bis 14. September
www.messe-stuttgart.de/amb