Sindex, Bern
Treffpunkt der Schweizer Technologiebranche
2. bis 4. September
www.sindex.ch
Bilder: Xometry Europe GmbH
Das Infill oder die Füllung eines 3D-Drucks bezieht sich auf die interne Struktur des gedruckten Teils. Es lässt sich durch den Einsatz unterschiedlicher Muster schaffen. Der Zweck eines Infill ist die Optimierung des Gewichts, der Festigkeit und der Druckzeit des Teils. Es existiert eine Vielzahl an unterschiedlichen Infill-Mustern.
Teile, die mit traditionellen Herstellungsverfahren wie dem Spritzguss produziert werden, müssen entweder massiv oder hohl gefertigt werden. Teile aus dem FDM-3D-Druck (Fused Deposition Modeling) hingegen lassen sich mit unterschiedlichen strukturellen Mustern produzieren, um den Raum zwischen den Aussenwänden auszufüllen.
Das Infill ist also ein wichtiger Aspekt im 3D-Druck. Ohne Infill sind einige Teile überhaupt nicht druckbar, weil sie dann ungestützte Oberflächen im Entwurf hätten. Infill fügt zudem zusätzliche Festigkeit hinzu und bedeutet einen Kompromiss zwischen Druckzeit und Materialaufwand. Zwar können manche Teile auch ohne Infill gedruckt werden. Allerdings handelt es sich dabei meistens um Hohlkörper, die nach oben offen sind (zum Beispiel Vasen), und die somit nicht für strukturelle Anwendungen geeignet sind.
Durch die richtige Wahl des Infill im 3D-Druck lassen sich sowohl Druckzeit als auch Material sparen. Demgegenüber ist der massive Druck eines Teils oft unnötig und damit Materialverschwendung. Ein Infill kann zudem strategisch so platziert werden, dass sich die Festigkeit dort erhöht, wo während der Nutzung die grössten Lasten auftreten. Eine höhere Dichte des Infill bedeutet, dass ein grösserer Anteil des Innenraums aus Füllmaterial besteht.
Hauptbestandteile und unterschiedliche Arten des Infill
Ein ganz normales 3D-gedrucktes Teil besitzt in der Regel eine äussere Hülle mit vordefinierter Dicke. Die Infill-Struktur wird dabei vollständig von dieser Hülle umschlossen und ist nach Ende des Drucks nicht mehr zu sehen. Das Infill wird dabei gleichmässig im Inneren des Teils verteilt. Das gedruckte Infill wird zur Zeitersparnis in der Regel mit einer höheren Geschwindigkeit als die äussere Hülle gedruckt. Infills für 3D-Drucker gibt es in vielen Versionen. Alle bringen Zeitersparnis und geringeren Materialeinsatz. Im Folgenden stellen wir einige der im 3D-Druck genutzten Infill-Muster vor.
Linie
Das linienförmige Infill besteht pro Schicht aus mehreren parallelen Linien. Jede Schicht kreuzt dabei die vorherige in einem 90°-Winkel.
Dies erhöht die Festigkeit des Teils in zwei Raumrichtungen. Die Linienfüllung ist geringfügig schneller als das Gitter oder Dreiecksmuster.
Konzentrisch
Das konzentrische Infill im 3D-Druck ist eines der schnellsten Infill-Muster, die man drucken kann, zugleich verbraucht es am wenigsten Material. Allerdings geschieht dies auf Kosten der Stabilität des Teils. Das konzentrische Muster ist weniger stabil als andere Infill-Typen, insbesondere bei Lasten aus der X- oder Y-Richtung.
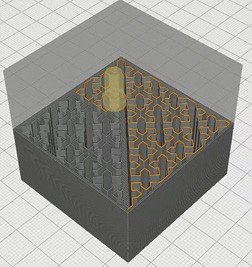
Kreisel
Das Kreisel- oder Gyroid-Infill erzeugt im 3D-Druck abwechselnde Wellenlinien oder Kurven. Dieses Muster braucht im Druck länger als andere. Durch die einzigartige kreiselnde Struktur im Inneren ergeben sich jedoch nahezu isotrope mechanische Eigenschaften. Die Drucke sind zwar auf der Z-Achse immer noch etwas schwächer, aber das Muster erhöhte die Scherfestigkeit in der X- und Y-Achse. Das Gyroid-Muster funktioniert sehr gut mit flexiblen Materialien.
Raster
Raster ist eine der am häufigsten verwendeten Infill-Arten. Das Rastermuster platziert den Kunststoff in einem kubischen Gitter, das sich selbst in einem 90°-Winkel kreuzt. Dieses Muster ist ideal für 3D-Druck mit grossen, flachen Oberflächen. Ein gerastertes Infill-Muster kann jedoch auch zur Verstopfung der Düsen führen, da die Linien sich in derselben Schicht überkreuzen.
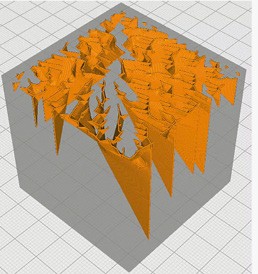
Oktett
Das Oktett-Füllmuster erzeugt im 3D-Druck tetrahedrale (also pyramidenförmigen) Körper im Inneren des Teiles. Es eignet sich am besten für Teile mit grossen horizontalen Oberflächen. Aufgrund der sich verjüngenden Natur der pyramidenförmigen Körper ist die Bildung von Lücken zwischen den Wänden des Infills möglich. Dies ermöglicht kürzere Spannweiten zwischen den Infill-Wänden und verringert die Gefahrt, dass das Material durchhängt. Eine Verbesserung der äusseren Oberflächen kann somit erreicht werden, ohne dass die Dichte des Infills erhöht werden muss.
Blitzförmig
Diese einzigartige Variante eines Infills ist, auf Kosten der Festigkeit des Teiles, am schnellsten zu drucken. Die Stützstrukturen werden Form eines Blitzes hinzugefügt, und nur dort eingesetzt, wo sie auch erforderlich sind. Die Teile sind also Hohlkörper, ausser in Bereichen, in denen eine Unterstützung für horizontale Elemente oder interne Überhänge erforderlich ist.
Dreieck
Das dreieckige Füllmuster erzeugt im 3D-Druck eine dreieckige Gitterstruktur, die sich selbst in einem 60°-Winkel schneidet. Diese Art von Infill-Muster wird am besten für Teile mit grossen, flachen Oberflächen eingesetzt, und ähnelt in der Leistung dem Gittermuster. Auch beim dreieckigen Infill kann es zur Verstopfung der Düse kommen, da sich die Linien in derselben Schicht kreuzen.
Dreieck-Sechseck
Das tri-hexagonale Füllmuster ist das stärkste Infill-Muster. Wie auch das Raster- und das Dreiecksmuster überkreuzt es sich und erzeugt ein von Dreiecken durchsetztes hexagonales Muster. Aufgrund der Überkreuzung der Linien neigt auch dieses Infill-Muster dazu, die Düse des Druckers zu verstopfen.
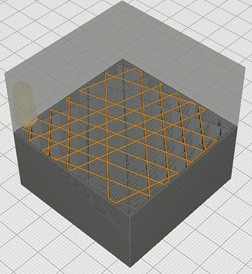
Kubisch
Das kubische Füllmuster erzeugt kubische Körper im Inneren des Teils. Dies erfolgt, indem ähnlich wie beim Dreiecks-Infill ein geschichtetes Muster erzeugt wird. Die individuellen Schichten liegen jedoch so versetzt zueinander, dass sie abgeschlossene würfelförmige Körper im Teil erzeugen.
Kreuzförmig
Das Kreuzmuster erzeugt mehrere Kreuzformen als Infill. Dieses Muster ist im 3D-Druck ideal als Form für flexible Teile geeignet, da sie es dem Teil erlaubt sich zu biegen und zu verdrehen.
Die idealen Werte für das Infill
Der wichtigste bestimmende Faktor für den Infill-Prozentsatz ist die Art der Anwendung, für die das Teil hergestellt wird. Prototypen und Kreationen von Bastlern benötigen in der Regel selten mehr als 20 Prozent Infill. Funktionale Teile hingegen, die mechanischen Belastungen ausgesetzt werden, brauchen meist einen Infill-Prozentsatz von 50 Prozent oder mehr.
In den meisten Fällen sind Infill-Dichten zwischen 20 und 50 Prozent ideal. Weniger als 20 Prozent führen zu wenig stabilen Teilen, während bei mehr als 50 Prozent zu viel Zeit für den Druck aufgewendet wird. Zudem setzt man dann zuviel Material ein. Für Objekte, die keinen nennenswerten mechanischen Lasten ausgesetzt sind, ist ein Infill-Prozentsatz von 20 Prozent ausreichend. Es kann jedoch je nach Geometrie des Teils ein anderer Prozentsatz erforderlich sein.
Wie viel Infill ist erforderlich, um maximale Zugfestigkeit zu erreichen?
Eine höhere Infill-Dichte gewährt dem Teil eine bessere Zugfestigkeit. Dabei ist jedoch anzumerken, dass die Infill-Dichte nicht der einzige Faktor ist, der die Zugfestigkeit bestimmt. So spielen zum Beispiel auch das Filamentmaterial und die Ausrichtung des Drucks eine entscheidende Rolle. Insbesondere FDM-gedruckte Teile sind anisotropisch. Sie sind aufgrund der schwächeren Verbindung zwischen den Schichten in Richtung der Z-Achse grundlegend schwächer.
Wird also ein FDM-Teil in der Z-Richtung belastet, so ist der entscheidende Faktor für die Zugfestigkeit die Qualität der Verbindung zwischen den einzelnen Schichten. In diesem Fall hat der Infill-Prozentsatz nur einen geringen Einfluss.
So wählen Sie das beste Infill für Ihre Anwendung
Die Auswahl des besten Infill-Musters ist leider oft ein Prozess aus Versuch und Irrtum. Es lohnt sich daher, zunächst einen Probedruck mit einem kleinen Teil zu fertigen, um die besten Einstellungen herauszufinden. Bleiben Sie bei den einfachen Mustern, wie dem Raster oder dem Linien-Füllmuster. So erzielen Sie in der Regel gute Resultate.
INFOS | KONTAKT
Xometry Europe GmbH
Ada-Lovelace-Strasse 9
D-85521 Ottobrunn
T +49 (0)89 3803 4818
www.xometry.eu
info@xometry.eu
Branchentreffpunkt für Medizintechnikunternehmen
9. und 10. September
www.medtech-expo.ch
Die Fachmesse für Industrieautomation
10. und 11. September
www.automation-wetzlar.de

Weltleitmesse für Fügen, Trennen, Beschichten
15. bis 19. September
www.schweissen-schneiden.com