Sindex, Bern
Treffpunkt der Schweizer Technologiebranche
2. bis 4. September
www.sindex.ch
Bilder: MAPAL
Mit seinem fundierten Know-how im Bereich der Beschichtungstechnologie entwickelt Mapal auch extrem harte und verschleissbeständige Diamantschichten zur Zerspanung von Materialien wie CFK, Keramik, Graphit und Aluminiumlegierungen.
Vor allem für Anwendungen in der Automobil- und Luftfahrtindustrie, im Werkzeug- und Formenbau und in der Medizintechnik erreichen die Zerspanungslösungen von Mapal damit höhere Standzeiten und mehr Prozesssicherheit.
Der Werkzeughersteller verfügt an seinem Standort in Aalen sowie in seinen Kompetenzzentren über Beschichtungstechnologien, um Wendeschneidplatten und Vollhartmetallwerkzeuge mittels PVD- oder CVD-Verfahren zu beschichten. Die Auswahl des Verfahrens richtet sich nach den jeweiligen Anwendungsparametern. Für die Trockenbearbeitung und hohe Schnittgeschwindigkeiten wird in der Regel CVD gewählt, bei instabilen Bearbeitungssituationen oder schwierigen Zerspanungsbedingungen kommen die zäheren PVD-Schichten zum Einsatz.
Kommt es beim Bearbeiten von Werkstoffen vermehrt zu adhäsiven Verschleissvorgängen, ist der Einsatz von diamantähnlichen Kohlenstoffschichten (DLC) sinnvoll. DLC-Schichten werden ebenfalls mit PVD oder einem plasmaunterstützten CVD-Verfahren abgeschieden. Diese Schichten werden von einer Mischung aus sp2-hybridisierten Kohlenstoffatombindungen (Graphit) und solchen mit sp3-Hybridisierung (Diamant) gebildet. Das Mischungsverhältnis bestimmt dabei die physikalisch-mechanischen Eigenschaften der Schichten. Je mehr sp3-Atombindungen enthalten sind, desto härter ist die Schicht.
Neue Beschichtungsverfahren dank CVD-Diamant-Reaktoren
Zum Fräsen oder Bohren stark abrasiver Materialien sind reine Diamantschichten erforderlich. Das in der Mapal-Gruppe eingesetzte Verfahren zur Synthese von Diamantschichten ist eine Abwandlung des rein thermischen CVD und nennt sich Hot-Filament-CVD, kurz HF-CVD. Für die Beschichtung von Schaftwerkzeugen sind herkömmliche CVD-Schichten ungeeignet, weil es aufgrund der Werkzeuglängen und der hohen Beschichtungstemperaturen meist zu einem Längenverzug kommt. Bei HF-CVD erhitzen Drähte aus Refraktärmetallen ein Gemisch aus Wasserstoff und Methan auf Temperaturen bis zu 2500 ºC. Dabei bilden sich sehr reaktive Methylradikale, die sich nach und nach auf der bekeimten Hartmetalloberfläche als Diamantschicht abscheiden. Mapal stehen dafür eigene CVD-Diamant-Reaktoren zur Verfügung.
«In den vergangenen Jahren haben wir uns intensiv mit der Verbesserung des Diamantbeschichtungsprozesses beschäftigt und Mapal bei der Werkzeugherstellung neue Möglichkeiten eröffnet», berichtet Dr. Martin Kommer, Teamleiter R&D Cutting Material/Coating bei Mapal. Der Werkzeughersteller habe nun die komplette Werkzeugauslegung von der passenden Geometrie über die Auswahl eines geeigneten Hartmetalls bis hin zur Beschichtung in der eigenen Hand. Damit können Werkzeuge noch gezielter auf die Anforderungen der Kunden hin ausgelegt werden. Die Entwicklungsabteilung in Aalen verfügt über ein eigenes Zerspanungszentrum, das neue Werkzeuge unter anderem auf Standzeit und Verschleissverhalten untersucht.
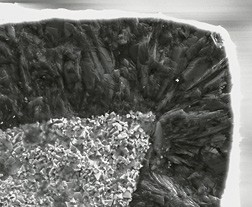
Da der Beschichtungsprozess über eine chemische Reaktion in Kombination mit einer mechanischen Verklemmung funktioniert, sind bei der Vorbehandlung das definierte Ätzen der Hartmetalloberfläche und eine Bekeimung wichtig. Weil dafür nicht jedes Hartmetall infrage kommt, evaluiert Mapal geeignete Substrate. Ob bei der Beschichtung feinkörnige mikrokristalline oder nanokristalline Schichten entstehen, wird über Temperatur, Druck und Fluss der jeweiligen Reaktivgase während des Prozesses gesteuert. Theoretisch können per HF-CVD Schichten bis zu einer Dicke von 50 µm erzeugt werden. Für die Beschichtung seiner Werkzeuge beschränkt sich Mapal derzeit auf den Bereich zwischen 3 und 15 µm, abhängig der jeweiligen Anwendung.
Der optimierte HF-CVD-Prozess erzeugt Schichten mit nahezu homogener Dicke, was Mapal bei der Entwicklung seines OptiMill-Composite-Speed-Plus nutzt. In der jeweiligen Zerspanungsanwendung kann damit die gesamte Schneidenlänge unabhängig von der Schnitttiefe prozesssicher genutzt werden.
INFOS | KONTAKT
MAPAL Dr. Kress KG
Gässli 10
CH-4588 Brittern
T +41 (0)32 661 01 80
www.mapal.com
andreas.mollet@ch.mapal.com
Branchentreffpunkt für Medizintechnikunternehmen
9. und 10. September
www.medtech-expo.ch
Die Fachmesse für Industrieautomation
10. und 11. September
www.automation-wetzlar.de

Weltleitmesse für Fügen, Trennen, Beschichten
15. bis 19. September
www.schweissen-schneiden.com