



sps, Parma
Internationale Fachmesse der industriellen Automation
28. bis 30. Mai
www.spsitalia.it

Bilder: Steeltec AG
Additive Fertigungsverfahren und insbesondere das sogenannte Pulverbettverfahren (Laser Powder Bed Fusion, L-PBF) werden in unterschiedlichsten Industriebereichen eingesetzt. Dazu gehören die Luft- und Raumfahrt, die Medizintechnik, die Automobilindustrie und der Maschinenbau. Aufgrund des schichtweisen Produktaufbaus lassen sich Bauteile mit sehr hoher Komplexität erzeugen.
Die additive Fertigung mit Pulver, bekannt als selektives Laserschmelzen (SLM), ist ein Verfahren, bei dem ein Pulverbett aus beispielsweise Metall- oder Kunststoffpulver schichtweise aufgebaut wird. Ein Laserstrahl schmilzt das Pulver an den gewünschten Stellen, um eine Schicht des Objekts zu erzeugen. Anschliessend wird eine neue Pulverschicht aufgetragen, und der Prozess wird so lange wiederholt, bis das gesamte Objekt erstellt ist.
Die additive Fertigung mit Draht hingegen, auch als Wirearc-Additive Fertigung (WAAM) bekannt, basiert auf dem Schmelzen eines Metall- oder Legierungsdrahts. Der Draht wird durch einen Lichtbogen oder einen Laserstrahl geschmolzen und auf die gewünschten Stellen aufgetragen, um das Objekt schichtweise aufzubauen.
Eine Vielzahl von Materialien verarbeiten
Beide Ansätze haben ihre Vorteile. Die additive Fertigung mit Pulver ermöglicht hohe Präzision und Detailgenauigkeit, da das Pulver in feinen Schichten aufgetragen wird. Sie eignet sich auch für komplexe Geometrien und kann eine Vielzahl von Materialien verarbeiten. Die additive Fertigung mit Draht hingegen bietet eine hohe Baugeschwindigkeit und kann grossformatige Objekte herstellen. Die Wahl des additiven Verfahrens hängt von den jeweiligen Anforderungen der Anwendung ab.
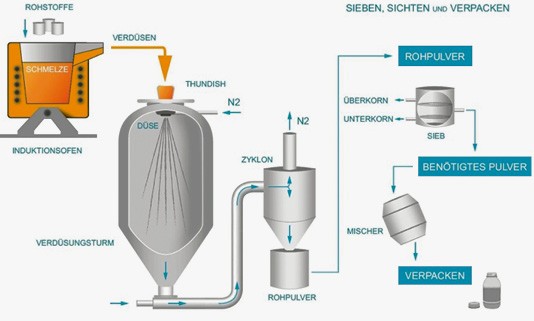
Die Swiss steel Group bietet ein breites Spektrum an gasverdüsten Metallpulvern auf Fe-, Ni- und Co-Basis an. Die Grundlage für die Fertigungsverfahren bildet ein hochwertiges Metallpulver, dessen Herstellung komplexe Prozessschritte beinhaltet. Zur Pulverherstellung werden die Rohstoffe und Einsatzmaterialien zunächst in einem Induktionsofen erschmolzen und anschliessend einer Gasverdüsungsanlage zugeführt. In einem geschlossenen Behälter wird der Schmelzestrahl mithilfe eines Inertgases (Stickstoff) unter hohem Druck zerstäubt. Die so entstehenden Partikel formen sich während der Abkühlung sphärisch ein. Nur so ist ein passendes Fliessverhalten gewährleistet, welches für die spätere Weiterverarbeitung entscheidend ist. Schliesslich verbessert die sphärische Form die Dosierbarkeit des Pulvers.
Ohne schädliche Oberflächenoxidation abkühlen
Dieser Prozessteil erfolgt komplett unter Inertgas, wodurch das Pulver ohne schädliche Oberflächenoxidation abkühlt. Das Metallpulver wird anschliessend gesiebt und windgesichtet. Das bedeutet, dass das Pulver auf diesem Wege zum Beispiel für die Anwendung in der additiven Fertigung vorbereitet wird. Die zu feinen und zu groben Partikel werden entfernt, sodass die für den 3D-Druck typische Partikelverteilung von 10 bis 63 µm erzeugt wird. Mit dem Metallpulver in der benötigten Korngrössenverteilung ist die Grundlage für den eigentlichen 3D-Druck Prozess geschaffen. Zum Abschluss der Herstellung wird das Pulver homogenisiert und nach Kundenvorgabe verpackt und etikettiert.
Beim Pulverbettverfahren, wie schon erwähnt, erfolgt der Aufbau von Bauteilen Schicht für Schicht. Daher werden diese Verfahren als «additive» Verfahren bezeichnet. Ein Laser dient beim L-PBF-Prozess als Energiequelle, welcher die Metallpulver auf Mikrometerebene miteinander verschweisst. So entsteht Schicht für Schicht ein dreidimensionales Bauteil, welches sehr komplex aufgebaut sein kann.
Diese Komplexität, beziehungsweise die Möglichkeit, stellt einen der grossen Vorteile dieser neuen Fertigungsverfahren dar. Direkt damit einhergehend, folgen aus den neuen Möglichkeiten jedoch auch neue Anforderungen und Herausforderungen. Zum einen gibt es Bedarf nach neuen und angepassten Werkstoffen, sodass das maximale Potenzial aus dieser Technologie herausgeholt werden kann. Zum anderen müssen die neuen Möglichkeiten in der industriellen Praxis auch umgesetzt werden.
Metallpulver auf Eisen-Basis
Metallpulver auf Eisen-Basis für den 3D Druck können in die austenitischen, aushärtbaren und martensitischen Güten unterteilt werden. Die austenitische Güte Printdur 4404 weist eine hohe Korrosionsbeständigkeit sowie eine gute Oxidationsbeständigkeit auf. Die Güten Printdur 4545 und Printdur 4548 haben die optimale Kombination aus Verschleiss-, Korrosions- und Oxidationseigenschaften. Bei verstärkter Verschleissbeanspruchung sind die Güten Printdur Powderfort, Printdur 2343 und Printdur 2344 eine gute Wahl.
Metallpulver auf Nickel-Basis
Für Anwendungen, die eine starke Korrosionsbeständigkeit erfordern, bietet sich unser Metallpulver auf Nickel-Basis an. Printdur Ni625 weist eine gute Beständigkeit gegen mineralische Säuren wie zum Beispiel Salpeter-, Phosphor-, Schwefel- oder Salzsäure auf. Ebenso ist die Korrosionsbeständigkeit gegen Alkalien und organische Säuren gegeben. Desweitern besitzt der Werkstoff im lösungsgeglühten Zustand eine gute Beständigkeit gegen Heissgaskorrosion sowie eine hohe Zeitstandfestigkeit oberhalb von 600°C.
Metallpulver auf Kobalt-Basis
Das Metallpulver auf Kobalt-Basis (Printdur CoCrF75) kann in zwei unterschiedlichen Bereichen eingesetzt werden: Hochtemperaturanwendungen und Medizintechnik. Printdur CoCrF75 weist einen exzellenten Widerstand gegen Thermoschock auf und ist beständig gegen oxidierende sowie reduzierende Atmosphären bis ca. 1150 °C. Sehr gute Biokompatibilität und Korrosionsbeständigkeit zählen ebenfalls zu seinen Eigenschaften.
Bainidur AM
Bainidur AM (= Additive Manufacturing) erweitert das Portfolio der Metallpulver. Es sind derzeit nur wenige niedrig- und mittellegierte Stähle auf dem Markt erhältlich, die mittels der additiven Fertigung verarbeitet werden können. Bainidur AM hingegen erfüllt diesen Bedarf, da er ein schnelles und effizientes Drucken von Erstmustern ermöglicht, die auch die späteren Bauteileigenschaften aufweisen. Wärmebehandlung und thermochemische Oberflächenbehandlungen können mit dem gleichen Werkstoff wie in der Serienfertigung getestet und optimiert werden.
Selbst Ersatzteile, können durch Additive Manufacturing mit vergleichbaren Eigenschaften wie das Original hergestellt werden. Dies wird durch sein gutes Umwandlungsverhalten in das Bainitgefüge unterstützt. Dadurch ist das Material auch beim Druck leicht zu handhaben.
INFOS | KONTAKT
Steeltec AG
Emmenweidstrasse 90
CH-6020 Emmenbrücke
www.swisssteel-group.com
frontdesk_lu@swisssteelgroup.com



Fachmesse für Guss- und Schmiedeteile sowie Bearbeitung
4. bis 6. Juni
www.castforge.de
Internationale Fachmesse für Oberflächentechnik
4. bis 6. Juni
www.surface-technology-germany.de



