Sindex, Bern
Treffpunkt der Schweizer Technologiebranche
2. bis 4. September
www.sindex.ch

Bild: Klaus Vollrath
Wenn es bei der Bearbeitung mechanischer Bauteile um höchste Genauigkeit geht, steigen die Anforderungen nicht nur an die Ausstattung, sondern auch an das Personal erheblich an. Bei vielen Betrieben wie Maschinenherstellern und Werkzeugbauern sind solche Anforderungen jedoch nicht durchgängig über die gesamte Wertschöpfungskette hinweg erforderlich. Oft geht es lediglich um bestimmte Komponenten.
Welche Ausstattung ist für derartige Aufgaben empfehlenswert, und kann es sinnvoller sein, solche Leistungen extern durchführen zu lassen? Ein Gespräch mit einem Fachbetrieb, der sich auf entsprechende Dienstleistungen spezialisiert hat.
«Von vielen unserer Kunden bekommen wir bereits weitestgehend fertigbearbeitete Teile, denen wir nur noch den sprichwörtlichen letzten Schliff bezüglich einiger entscheidender Merkmale verpassen sollen», weiss Thomas Schmid, Inhaber der Firma TSchmid Präzisionsschleiftechnik in D-73061 Ebersbach bei Stuttgart.
Der Schwerpunkt des Unternehmens liegt im Bereich der Schleiftechnik mit Koordinatenschleifen als Kernkompetenz. Auf diesem Gebiet hat er sich auf die Bearbeitung von Bauteilen mit hohen Anforderungen an die Genauigkeit und/oder an die Oberflächenqualität spezialisiert. Besonders anspruchsvoll sind beispielsweise Schnittstempel und Matrizen für Aluminiumfolien, die mit Toleranzen bis herab zu 2 µm hergestellt werden müssen. Weitere Beispiele sind Führungselemente oder Einstellmeister für Kfz-Bauteile mit Härten von teils mehr als 60 HRC. Fast immer werden extrem enge Toleranzvorgaben gemacht.
Bearbeitet werden Einzelteile und Serien für Branchen wie Werkzeugbau, Formenbau, Maschinenbau oder die Luft- und Raumfahrt. Obwohl diese Kunden meist selbst hoch qualifiziert sind, haben sie bei besonders hohen Genauigkeitsanforderungen oft Probleme, die hierfür erforderlichen maschinellen und personellen Kapazitäten vorzuhalten beziehungsweise wirtschaftlich auszulasten. Hier stehe er ihnen als kompetenter Partner zur Verfügung. Aufgrund seiner langjährigen Erfahrung sei er in der Lage, flexibel auf kundenspezifische Anforderungen einzugehen und optimale Lösungen hinsichtlich Technik, Qualität und Wirtschaftlichkeit zu finden. Dabei biete er seinen Kunden die gewünschte Kombination aus Präzisionsarbeit, Termintreue und gleichbleibend hoher Qualität.
Einstieg in das Hartfräsen als Zusatzleistung
«Bei manchen Werkstücken ist es unumgänglich, nicht nur zu schleifen, sondern auch zu fräsen», ergänzt Fertigungsleiter Steffen Hummel. Bei bestimmten Arbeitsgängen sei die Fräsbearbeitung wegen ihrer höheren Zerspanungsleistung deutlich wirtschaftlicher oder eröffne neue Möglichkeiten. Aufgrund der hohen Genauigkeitsanforderungen müsse dies in der gleichen Aufspannung erfolgen. Mit den früher ausschliesslich vorhandenen Schleifzentren eines Schweizer Herstellers war dies nicht darstellbar. Daher habe man vor zehn Jahren eine Werkzeugmaschine von Röders beschafft, die sich gleichermassen sowohl für das Koordinatenschleifen als auch für das Hartfräsen eignete. Ursprünglich wurde angenommen, für die hohen Genauigkeitsanforderungen seien hydrostatische Führungen unumgänglich. Es wurde befürchtet, die Langzeit-Genauigkeit von Rollen-Linearführungen, mit denen die betrachteten Maschinen von Röders ausgestattet sind, reiche bei den hohen Beanspruchungen nicht aus. Dennoch entschied man sich im Jahr 2013 für eine Anlage mit Rollenführungen, ein vier Jahre altes gebrauchtes Röders-Fräsbearbeitungszentrum des Typs RXU 1200. Für fünfachsige Bearbeitungen ist im besonders grossen Arbeitsraum der RXU ein Dreh-Schwenktisch installiert. Diese Maschine erwies sich als hochpräzise. «Die mit dieser Anlage sowie mit dem Support durch Röders gemachten Erfahrungen waren so positiv, dass wir uns bereits 2015 für eine weitere vierachsige Röders-Anlage des Typs RXP 801 entschieden haben», bekräftigt Steffen Hummel. Auch diese laufe genauso rund wie die erste und werde ebenso zum Koordinatenschleifen wie auch zum HSC-Fräsen eingesetzt.
Sichere Beherrschung der Qualität
«Um Qualität produzieren zu können, muss man sie messen und dokumentieren können», verrät Thomas Schmid. Bei ihm sei das umso wichtiger, da er meist Teile bearbeite, die bereits weitgehend fertigbearbeitet sind, sodass nur noch die abschliessende Feinschleifbearbeitung durchgeführt werden muss. Bei solchen Aufträgen gibt es keinerlei Manövrierraum für Erprobungen, Fehler oder Irrtümer, denn schon kleinste Fehler könnten die durch vorangehende Bearbeitung bereits im Bauteil vorhandene oft sehr grosse Wertschöpfung vernichten. Aus diesem Grund muss schon «der erste Anflug sitzen». Anderenfalls ist nicht nur das teure Werkstück hinüber, sondern zudem möglicherweise ein wichtiger Liefertermin nicht mehr zu halten.
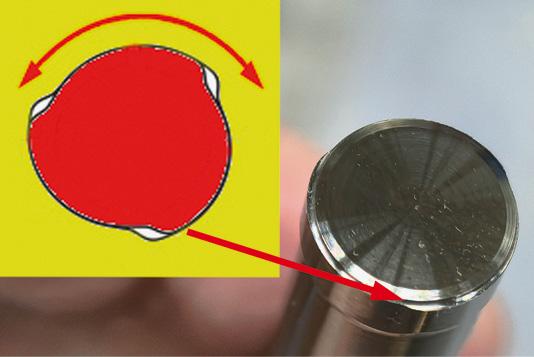
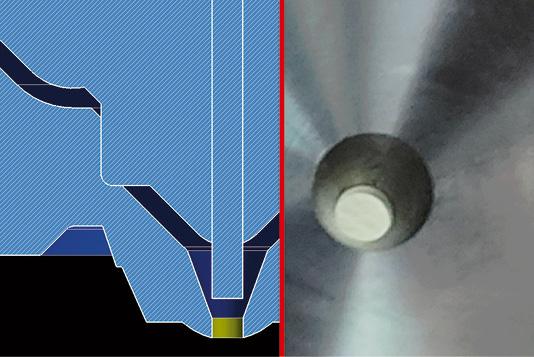
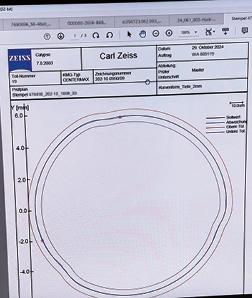
«Zu den besonders kritischen Bauteilen zählen die Sitze der Nadelverschlüsse von Heisskanal-Systemen für das Kunststoff-Spritzgiessen», sagt Steffen Hummel. Bei diesen Düsen wird der Auslass durch die Nadel komplett verschlossen. Am Spritzgussteil gewährleistet dies eine saubere Oberfläche ohne Grate oder Abrissbutzen. Angesichts des sehr hohen Spritzdrucks muss jedoch die Passung zwischen Nadel und Austrittsöffnung der Düse extrem gut sein. Dafür muss TSchmid aufgrund der Kundenanforderungen an den sehr kleinen und vergleichsweise kurzen Austrittsöffnungen nach der Fertigung auf seinen Röders-Maschinen sowohl Durchmesser als auch Rundheit in drei verschiedenen Tiefen messen und zusätzlich auch noch die Konzentrizität ermitteln und ebenfalls dokumentieren. Um dies zu erreichen, ist neben dem gesamten Werkstattbereich auch der Messraum voll klimatisiert und mit einer Zeiss-Koordinatenmessmaschine CenterMax (Messgenauigkeit von 1,33 µm auf 1000 mm, 3D-Antastabweichung von 0,4 µm) optimal ausgestattet. Ähnlichen Ansprüchen genügen auch die anderen im Betrieb eingesetzten Messsysteme wie eine Zeiss Calypso. Die Messungen erfolgen mit vier Nachkommastellen. Die Unternehmensphilosophie verlangt, dass auch Serienteile vor Ablieferung an den Kunden grundsätzlich zu 100 Prozent «grün» freigemessen sind.
Hervorragende Langzeit-Qualität der Röders-Mechaniken
«Diese Messtechnik-Ausstattung ermöglicht es uns auch, die Qualität unserer Werkzeugmaschinen zu überwachen», erläutert Steffen Hummel. Hierbei habe sich gezeigt, dass die ursprünglichen Bedenken bezüglich der Haltbarkeit der Rollenführungen nicht gerechtfertigt waren. Schliesslich werden die Anlagen hart herangenommen, insbesondere auch bei der Fräsbearbeitung ins volle gehärtete Material. Hohe Kräfte wirken auch beim Schnellhubschleifen, das ständige hohe Beschleunigungen der Z-Achse bedingt. Aufgrund der Lineardirektantriebe können höchste Beschleunigungen und damit Hubzahlen erreicht werden, was für optimale Schleifbedingungen wesentlich ist. Nur so können beispielweise Oberflächengüten mit Polierqualität erreicht werden. Der Anteil der Schnellhubbearbeitung am Gesamt-Einsatzmix der Röders-Anlagen liegt bei rund 30 Prozent. Dennoch weisen die Messergebnisse beispielsweise bei einem Kreiskeil-Stempel eine hervorragend enge Streuung auf. Solche Qualitätsmerkmale am bearbeiteten Bauteil sind nur bei einem einwandfreien Zustand der verwendeten Werkzeugmaschine erreichbar. Und das ungeachtet der Tatsache, dass die älteste Röders-Maschine bereits 15 Jahre «auf dem Buckel» hat. Inzwischen sind bei TSchmid bereits sechs Röders-Werkzeugmaschinen im Einsatz, davon vier in Dreiachs-Ausführung sowie eine fünfachsige mit Dreh-Schwenktisch. Hydrostatische Führungen sind für ihn schon lange kein Thema mehr.
Vollautomatisierung mit Werkstückspeicher RCE1
«Aufgrund der hervorragenden Langzeit-Stabilität der Röders Anlagen haben wir als wesentliche weitere Massnahme den Schritt in die Vollautomatisierung gewagt», erinnert sich Thomas Schmid. Wichtigste Voraussetzung ist die Möglichkeit, sowohl das Werkstück als auch die Werkzeuge im laufenden Bearbeitungsprozess mit hoher Genauigkeit zu vermessen. Damit könne die Lage jedes Werkstücks vor Beginn der Bearbeitung exakt bestimmt sowie die Werkzeuglänge und – insbesondere beim Koordinatenschleifen – der Werkzeugdurchmesser über eine Radiuskorrektur exakt eingestellt werden. Als er feststellte, dass bei den Röders-Maschinen alle Voraussetzungen für eine höchstpräzise Serienfertigung ohne manuelle Eingriffe vorliegen, kaufte er eine weitere Maschine von Röders inklusive Automatisierung RCE1. Von bestimmten Maschinenteilen, die bei ihm wiederkehrend in mittleren Stückzahlen bearbeitet werden müssen, kann die RCE1 beispielsweise insgesamt 240 Stück auf acht Paletten aufnehmen. Diesen Vorrat kann die automatisierte RXP 501 vollautomatisch über Nacht oder in das Wochenende hinein abarbeiten. Angesichts der Leistung dieser Konfiguration habe er kurz nach dieser Beschaffung auch eine bereits vorhandene RXP 501 mit der gleichen Automation nachrüsten lassen. Mit diesen Anlagen könne er jetzt bei gleichem Personalbestand dreischichtig statt einschichtig produzieren und habe so zusätzlich Flexibilität beim Personaleinsatz gewinnen können. Natürlich musste zuvor einiges getan werden, um die erforderliche Prozesssicherheit gewährleisten zu können, doch jetzt könne er den Lohn seiner Mühe ernten.
INFOS | KONTAKT
Röders GmbH
Gottlieb-Daimler-Strasse 6
D-29614 Soltau
T +49 (0)5191 603 43
www.roeders.de
hsc@roeders.de


Branchentreffpunkt für Medizintechnikunternehmen
9. und 10. September
www.medtech-expo.ch
Die Fachmesse für Industrieautomation
10. und 11. September
www.automation-wetzlar.de

Weltleitmesse für Fügen, Trennen, Beschichten
15. bis 19. September
www.schweissen-schneiden.com