Sindex, Bern
Treffpunkt der Schweizer Technologiebranche
2. bis 4. September
www.sindex.ch

Bild: Magnet-Schultz
Elektromagnete von Magnet-Schultz sind überall. Sie betätigen pneumatische und hydraulische Ventile, setzen elektrische Signale in mechanische Bewegung um und sind für den Gangwechsel in Automatikgetrieben verantwortlich.
Die oft sehr kleinen Komponenten müssen über viele Jahre ihren Dienst leisten und dementsprechend hochpräzise gefertigt werden. Gleichzeitig sorgen teils riesige Stückzahlen dafür, dass in der Fertigung des Memminger Magnetspezialisten das Thema Automatisierung grossgeschrieben wird. Messtaster von Blum-Novotest helfen dabei, die hohe Qualität prozesssicher unter rauesten Bedingungen zu produzieren.
Familienunternehmen mit Tradition
Die Kundenzufriedenheit stellte schon Adolf W. Schultz in den Mittelpunkt, als er 1912 sein Unternehmen Magnet-Schultz Memmingen (MSM) gründete. Unter Führung der vierten Familiengeneration ist die heutige Magnet-Schultz GmbH & Co. KG mit ihren 2450 Mitarbeitern an sechs Standorten und einem Umsatz von 423 Mio. Euro ein anerkannter Spezialist für elektromagnetische Aktoren, Sensoren und Ventiltechnik für Anwendungen in Bereichen wie Automotive, Nutzfahrzeuge und Aerospace über Hydraulik und Pneumatik bis hin zur Medizintechnik. Zu den Zukunftsthemen zählen Ventiltechnik für Brennstoffzellen, Wasserstoffverbrennungsmotoren und Wasserstoffspeicher.
Zum Einsatz kommen Elektromagnete überall dort, wo es darum geht, elektrische Signale in eine mechanische Bewegung umzusetzen. Sehr oft ist dies eine lineare Bewegung. Magnet-Schultz fertigt aber auch Drehmagnete, die eine genau definierte Winkelbewegung durchführen. MSM-Magnete versetzen Massen in Schwingungen oder verriegeln Klappen und Tore, schalten Ventile und verstellen Stossdämpfer in elektronisch gesteuerten Fahrwerken. So wie sich Grösse und Anwendung der MSM-Produkte unterscheiden, so divers sind die Losgrössen: Von Einzelprodukten und Kleinserien bis hin zu 10 bis 20 Mio. Stück pro Jahr reicht die Spanne der Auftragsgrössen. Dementsprechend unterschiedlich sind die Fertigungstechniken, von manueller Montage bis zu höchstautomatisierten Bearbeitungszentren. Die Fertigungsspezialisten bei MSM setzen allerdings aussergewöhnlich oft auf Automatisierung, wie Fertigungsleiter Werner Motz berichtet: «Wir automatisieren auch Bearbeitungen für kleinere Jahresstückzahlen, so können wir Leerlaufzeiten auf den hochautomatisierten Maschinen füllen. Die Automatisierungslösung muss eben flexibel genug gestaltet werden, dann lohnt sich das. Dabei sind die Messtaster von Blum ein wichtiger Baustein.»
Eine echt spannende Aufgabe
Für ein funktionsrelevantes Bauteil in einer Anwendung für die Automobilindustrie wird ein vorgeformtes Bauteil bei Magnet-Schultz spanend nachbearbeitet. An dem Bauteil werden sehr präzise Bohrungen, Fasen und Oberflächen hergestellt. «Wir mussten hier nicht nur einen Fertigungsprozess entwickeln, sondern auch passende Spezialwerkzeuge finden, die den besonderen Werkstoff präzise und mit hoher Standzeit bearbeiten können», erläutert Thomas Gerlach, Gruppenleiter Prozessoptimierung. «Zudem erfordern die hohen Stückzahlen sehr kurze Taktzeiten – das war eine echt spannende Aufgabe!»
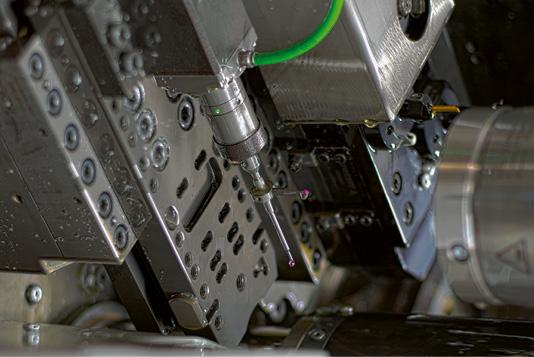
Das zylinderförmige Bauteil besitzt eine Reihe unterschiedlich breiter Nuten und in einem Bereich mehrere Bohrungen, die radial sehr genau zu den Nuten ausgerichtet sein müssen. Die im Durchmesser etwa 3 mm grossen Bohrungen selbst werden nach dem Bohren mit hochgenau tolerierten Fasen versehen und entgratet. Weitere Bearbeitungen erfordern ein Umspannen, um die zweite Seite zu bearbeiten – und das bei wiederum sehr engen Lagetoleranzen zwischen den beiden Bearbeitungsseiten. «Beim Maschinenhersteller schüttelte man erstmal mit dem Kopf, als wir mit unseren Ideen kamen», erinnert sich Gerlach. «Wir arbeiten sozusagen falsch herum, beginnen mit der Bearbeitung in der Gegenspindel und übergeben dann in die Hauptspindeln. Nach einem intensiven Meeting waren wir uns aber einig, dass der Prozess möglich ist. Die Maschine wurde dann auf Basis des CNC-Mehrspindel-Drehautomaten quasi um den Prozess herum gebaut.»
Die Automatisierung besteht aus einem Roboter im Arbeitsraum, einem zweiten Roboter für das Teilehandling ausserhalb der Maschine sowie zwei Messtastern von Blum. Die Rohlinge werden über einen Wendelförderer sortiert und in der richtigen Axiallage an einen Drehteller mit Kamera geliefert. Mithilfe der Kamera richtet die Automatisierung das Werkstück radial nach einer Referenznut aus. Der äussere Roboter setzt dann je zwei Rohteile auf einen Drehteller, der die Teile in den Bearbeitungsraum bewegt und gleichzeitig zwei Fertigteile hinaustransportiert. Der Roboter legt sie dann in die Fertigteiltrays.
Mit höchster Präzision
Der innere Roboter beliefert die Gegenspindeln mit Rohteilen vom Drehteller und entnimmt die Fertigteile aus den Hauptspindeln. Nach dem Einsetzen eines Rohteils in die Spannzange führt die bewegliche Gegenspindel das Rohteil an einen im Bearbeitungsraum montierten Blum-Taster der Baureihe TC76 und tastet die Ränder der Referenznut sowie die Länge des Rohlings an. So ist die Lage des Rohteils im Backenfutter der Maschine mit höchster Präzision bestimmt.
Auf Basis der erfassten Messwerte positioniert die Bearbeitungsmaschine das Rohteil genau so, dass neben der gesamten Bearbeitung auch mit einem angetriebenen Spezialwerkzeug die Querbohrungen an der richtigen Stelle gebohrt und im gleichen Arbeitsschritt gefast und entgratet werden.
«Sowohl der Maschinenhersteller als auch Blum haben die komplexe Aufgabe grandios umgesetzt», stellt Gerlach fest. «Insgesamt wurden zwei Blum-Messtaster fest auf Konsolen montiert und per Kabel an die Steuerung angebunden. Durch die mehrfache Übergabe von Roboter zu Drehteller, wieder zu Roboter und dann ins Spannfutter wäre die radiale Ausrichtung der Rohlinge ohne den Blum-Taster nicht präzise genug.» Der Taster dient sozusagen als «hochpräziser, digitaler Anschlag». Dank der zwei Gegenspindeln kann jeweils eine Spindel die Bearbeitung durchführen, während die andere das nächste Rohteil mit dem Taster einmisst.
Christian Bracht, Bereichsleiter Vorfertigung «Freitragende Systeme», ergänzt: «Wir hatten zwei Meetings mit Blum, bei denen wir mit den Messtechnik-Spezialisten ausloteten, wie die Geräte so in das System integriert werden können, dass sie bei möglichst kurzer Messzeit die optimale Ausrichtung der Rohteile ermöglichen. Blum gab uns viele wertvolle Tipps, die wir in der weiteren Zusammenarbeit mit dem Maschinenhersteller nutzen konnten.»
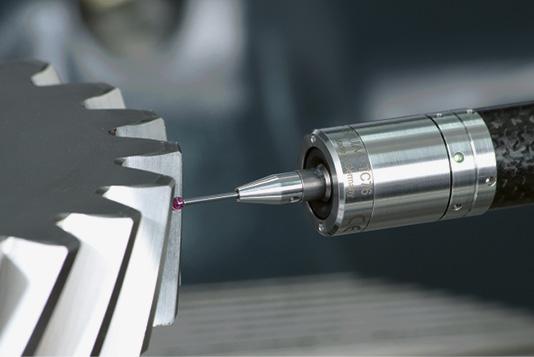
Der eingesetzte Messtaster der TC76-Serie verfügt über ein hochpräzises shark360-Messwerk. Die speziell für Dreh- und Schleifzentren entwickelten Messtaster bieten mit einer optischen Schaltsignalgenerierung über Jahre und Millionen Schaltzyklen hinweg höchste Messgenauigkeit. Das shark360-Messwerk arbeitet dabei statt mit einer Dreibeinlagerung mit einem planverzahnten Messwerk ohne Lobing-Effekt, sodass aus allen Richtungen mit gleichbleibend hoher Genauigkeit angetastet werden kann. Das Schaltsignal wird durch Abschattung einer Miniaturlichtschranke erzeugt, ist also verschleissfrei. Der TC76 ist speziell für die rauen Bedingungen im Arbeitsraum von Dreh- und Schleifbearbeitungszentren ausgelegt. Die Signalübertragung über Kabel ist sehr sicher und gleichzeitig sind keine Batterien im Taster notwendig. Das shark360-Messwerk ermöglicht – wie bei MSM umgesetzt – zudem, die TC76-Taster mit einem auskragenden Tasteinsatz auszustatten. Eventuell bei der Messung auftretende Torsionskräfte werden durch die Planverzahnung aufgenommen und haben somit keinen Einfluss auf das Messergebnis.
Die Taster sind noch nie ausgefallen
«Je nach Maschine integrieren wir unsere Messtaster selbst in die Maschine und deren Steuerung, bei sehr komplexen Anlagen wie dem hier eingesetzten Drehautomaten ist es effizienter, wenn der Hersteller die Messung in die Abläufe seiner Maschine integriert», unterstreicht Daniel Miller aus dem technischen Vertrieb von Blum. «So haben wir im Vorfeld unterstützt, und dann hat der Maschinenhersteller selbst übernommen.» Wobei Blum natürlich auch mit den Herstellern selbst eng zusammenarbeitet.
«Es war klassisches Concurrent Engineering», bestätigt Gerlach. «Produktion, Konstruktion und Lieferanten arbeiteten Hand in Hand, um einen sehr effizienten, zuverlässigen Fertigungsprozess zu entwickeln, umzusetzen und in Betrieb zu nehmen.»
Das Bauteil hat Toleranzen bis hinunter auf 20 Mikrometer und sehr hohe Anforderungen an die Oberfläche, die teils sehr schlecht zugänglich ist und schlanke Werkzeuge erfordert. Mit dem auskragenden Tasteinsatz kommt man in Memmingen sehr schnell an alle Bereiche heran, die zu vermessen sind. So werden kurze, homogen in den Prozessablauf integrierte Messzeiten erreicht, ohne die hohen möglichen Antastgeschwindigkeiten von 2000 mm/min der TC76-Serie ausnutzen zu müssen.
Die Taster sind noch nie ausgefallen. Sie laufen sehr zuverlässig, was bei hohen Stückzahlen und kurzen Taktzeiten entscheidend ist. Dabei sind die Bedingungen durchaus schwierig im Bearbeitungsraum, da mit Öl, das überall hin kriecht, statt mit Kühlschmierstoff gearbeitet wird. Aber die Blum-Taster sind absolut dicht und schmutzresistent und arbeiten auch unter diesen Umständen sehr präzise. «Die Anlage ist sehr gut angelaufen. Die Inbetriebnahme war nahezu reibungslos für solch einen komplexen Bearbeitungsprozess», zieht Werner Motz ein positives Fazit: «Die Zusammenarbeit mit Blum war absolut professionell und hat uns ermöglicht, einen komplexen Auftrag mit sehr hohen Jahresstückzahlen effizient und zuverlässig umzusetzen. Wir sind sehr zufrieden mit Blum!»
INFOS | KONTAKT
Blum-Novotest GmbH
Kaufstrasse 14
D-88287 Grünkraut
T +41 (0)79 639 69 31
www.blum-novotest.com
m.schilling@blum-novotest.com


Branchentreffpunkt für Medizintechnikunternehmen
9. und 10. September
www.medtech-expo.ch
Die Fachmesse für Industrieautomation
10. und 11. September
www.automation-wetzlar.de

Weltleitmesse für Fügen, Trennen, Beschichten
15. bis 19. September
www.schweissen-schneiden.com