Sindex, Bern
Treffpunkt der Schweizer Technologiebranche
2. bis 4. September
www.sindex.ch
Ein typisches Hochvorschubwerkzeug hat einen kleinen Anstellwinkel, in der Regel zwischen neun und 17°. Diese charakteristische Schneidengeometrie bringt drei Vorteile:
Erstens kann der Anwender den Vorschub pro Zahn aufgrund der Spanausdünnung erhöhen. Beim herkömmlichen Planfräsen von niedrig legierten Stählen beispielsweise sind Vorschübe von maximal 0,2 mm pro Zahn möglich. Beim Hochvorschubfräsen des gleichen Werkstückstoffs sind dagegen 2 mm pro Zahn die Regel.
Zweitens ermöglicht diese Geometrie eine geringere Schnitttiefe, was die Schnittkräfte und Leistungsaufnahme reduziert.
Drittens werden die auftretenden Schnittkräfte beim Hochvorschubfräsen überwiegend axial in Richtung Spindel eingebracht. Dies minimiert die Vibrationsneigung weitgehend und ermöglicht speziell bei Werkzeugen mit langen Auskragungen deutlich stabilere Prozesse.
Produktives Arbeiten mit geringerer Antriebsleistung
Beim Hochvorschubfräsen von legiertem Stahl kann die Vorschubgeschwindigkeit 7000 bis 9000 mm pro Minute betragen. Mit der Einführung der Hochvorschubbearbeitung hat sich das Konzept des Schruppfräsens enorm verändert. Anstatt hoher Abspanraten bei grosser Schnitttiefe und Schnittbreite wird nun mit geringen Schnitttiefen auf Maschinen mit geringer Antriebsleistung sehr produktiv gearbeitet. Hersteller von Werkzeugmaschinen haben auf diese neuen Anforderungen reagiert und Maschinen entwickelt, die speziell für das Hochvorschubfräsen ausgelegt sind. Diese Anlagen mit relativ niedriger Leistung besitzen drei spezielle Merkmale: ein hohes Drehmoment, eine Spindel mit hoher Schubkraft sowie hohe Vorschubgeschwindigkeiten.
Neue Werkzeuglinien und Upgrades für ältere Fräser
ISCARs Werkzeuglinie für Hochvorschubfräser spiegelt diese enorme Vielfalt wider. Bereits in den 90er-Jahren brachte ISCAR ein Fräserkonzept mit einseitigen Wendeschneidplatten zum Hochvorschubfräsen auf den Markt und hat dieses seitdem kontinuierlich mit neuen Schneiden-Geometrien und Schneidstoffen ausgebaut. ISCAR entwickelte beispielsweise Werkzeuge mit doppelseitigen Wendeschneidplatten oder einer neuen Schneidengeometrie, die die Zerspanergebnisse beim Schrägeintauchen durch Bohrzirkularfräsen verbessern. Für Anwendungen, die kleine Fräser benötigen, entwickelte das Unternehmen seine VHM-Hochvorschubfräser sowie auswechselbare Fräsköpfe für die Multi-Master-Linie. Der effiziente Einsatz von Hochvorschubwerkzeugen im Planfräsen erzeugte neuen Bedarf: ISCAR konzipierte nicht nur neue Fräserlinien, sondern entwickelte zudem spezielle Wendeschneidplatten für bestehende Werkzeuglinien, die diese für das Hochvorschubfräsen fit machten. Die Möglichkeit, bestehende Werkzeuge effektiver zu nutzen, fand besonders bei kleinen und mittleren Unternehmen grossen Anklang.
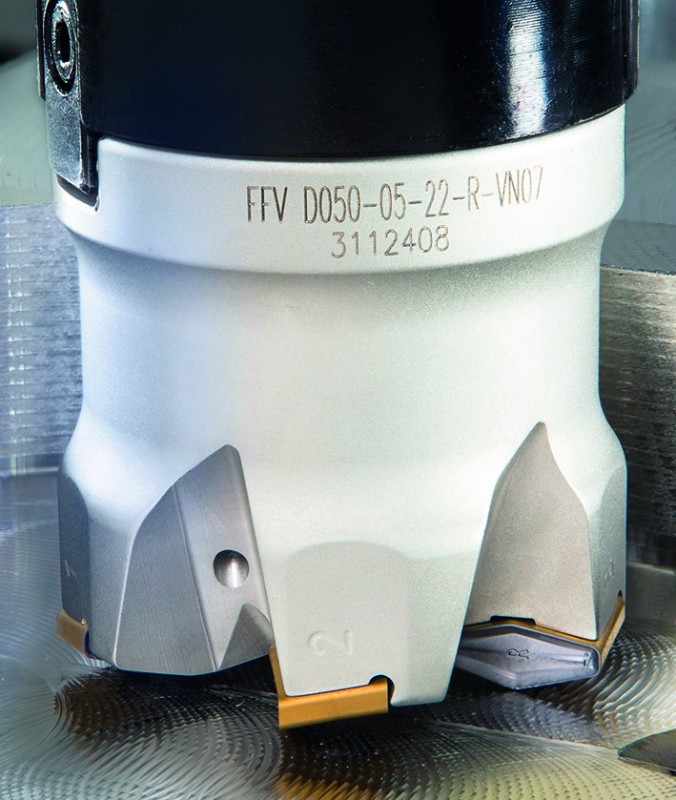
Im Zuge der LOGIQ-Kampagne hat ISCAR fünf neue Hochvorschub-Werkzeuglinien vorgestellt und eine Vielzahl bestehender Werkzeuglinien einem Upgrade unterzogen. Die bemerkenswerteste Eigenschaft der neuen Linien ist die stark reduzierte Grösse der Hochvorschubfräser für auswechselbare Fräsköpfe. Beispielsweise liegt der Durchmesserbereich von FFT3-02 NANFEED-Schaftfräsern bei 8 bis 10 mm – der klassischen Domäne von VHM-Werkzeugen. ISCAR zeigt mit seinem Wechselkopfkonzept jedoch, dass diese Werkzeuge hier durchaus wettbewerbsfähig sind. Die Werkzeuge besitzen zwei beziehungsweise drei Zähne, die drei Schneidkanten der WSP stellen zusätzlich ein Maximum an Wirtschaftlichkeit sicher. Die Schaftfräser (Bild 1) werden mit sehr kleinen Wendeschneidplatten (WSP) bestückt. Die WSP selbst haben keine Bohrung in der Mitte, was die Stabilität erhöht. Eine Schraube klemmt und sichert die WSP stabil im Plattensitz. Das ermöglicht einen schnellen und gleichzeitig einfachen Schneidenwechsel. Um zu vermeiden, dass die sehr kleinen Wendeschneidplatten beim Austauschen herunterfallen, werden sie mit einem magnetischen Schlüssel im Plattensitz platziert.
Ein weiteres Beispiel sind TANG4FEED-Hochvorschub-Aufsteckfräser mit tangential geklemmten, rhombischen Wendeschneidplatten (Bild 2). Anwendung finden sie vornehmlich beim Schruppen von mittleren und grossen Kavitäten sowie Taschenbearbeitungen. Zusammen mit dem schwalbenschwanz-förmigen Plattensitz verhilft das tangentiale Klemmprinzip dem Fräser zu hoher Stabilität. Auch beim schrägen und seitlichen Eintauchen erreichen Anwender mit den WSP hervorragende Zerspanergebnisse. TANG4FEED-Wendeschneidplatten sind doppelseitig, haben also vier Schneidkanten. Der Anwender kann den Fräser mit WSP mit verschiedenen Schneidengeometrien bestücken. So kann er den Aufsteckfräser zur Bearbeitung ganz unterschiedliche Werkstoffe einsetzen.
INFOS | KONTAKT
ISCAR Hartmetall AG
Wespenstrasse 14
CH-8500 Frauenfeld
T +41 (0)52 728 08 50
www.iscar.ch
office@iscar.ch
Branchentreffpunkt für Medizintechnikunternehmen
9. und 10. September
www.medtech-expo.ch
Die Fachmesse für Industrieautomation
10. und 11. September
www.automation-wetzlar.de

Weltleitmesse für Fügen, Trennen, Beschichten
15. bis 19. September
www.schweissen-schneiden.com