Sindex, Bern
Treffpunkt der Schweizer Technologiebranche
2. bis 4. September
www.sindex.ch
Die Verbindung zwischen Werkzeug und Werkzeugmaschine – die Werkzeugspanntechnik – wird mehr und mehr zum anwendungsorientierten Leistungsträger. Zwar ändert sich die Rolle nicht im Kern – ein Spannfutter spannt immer noch ein Werkzeug – allerdings ändern sich der Anwendungsbereich und vieles darüber hinaus. War die Spanntechnik vormals lediglich Halter der Werkzeuge und Massenartikel, spielt sie heute eine entscheidende Rolle, um die Leistungsfähigkeit von Werkzeug und Maschine voll auszuschöpfen. Und wird in Zukunft zum smarten Bindeglied.
Bei der Zerspanung müssen Aufspannung, Werkzeug, Werkzeugspanntechnik und die Werkzeugmaschine sowie die Programmierung optimal aufeinander und die Bearbeitung abgestimmt sein. Als Lösungsanbieter im Zerspanungsbereich hat MAPAL deshalb in den 90er-Jahren sein Portfolio um Spannfutter ergänzt. So liefert das Unternehmen heute den Bearbeitungsprozess inklusive aller Werkzeug und Spannfutter aus einer Hand.
Analog zu den Veränderungen in der Branche hat MAPAL auch die Spanntechnik konsequent weiterentwickelt. Ein Beispiel dafür sind Hydrodehnspannfutter im Miniaturformat. Bisher war die Hydrodehnspanntechnik im Kleinstsektor aufgrund beschränkter Fertigungsverfahren nicht beziehungsweise lediglich mit Reduzierbuchsen einsetzbar. Das Thema Miniaturisierung spielt allerdings mehr und mehr in zahlreichen Branchen eine grosse Rolle. Auf deutlich weniger Platz muss viel mehr an Leistungsvermögen und Funktionalität untergebracht werden. Das Thema Platz ist entscheidend. Denn nicht nur am Handgelenk, in der Hosentasche, an Bord eines Flugzeugs oder im menschlichen Körper ist der Platz begrenzt, sondern auch in den Produktionshallen der Unternehmen.
Aus diesem Anspruch heraus entstand die Forderung nach Produktivität auf engstem Raum. Der Kreislauf der Miniaturisierung wurde auf die gesamte Wertschöpfungsebene übertragen. Die Maschinen- und Werkzeugtechnologie in diesem Kleinstsektor erforderte, dass auch im Bereich der Spanntechnik immer mehr Funktionen auf kleinstem Raum erfüllt werden.
Die Herausforderungen im Kleinstsektor
Die Rundlaufgenauigkeit der Spannfutter für Spanungsdicken, die im Bereich von wenigen Tausendstel Millimetern liegen, muss nahezu bei null liegen. Denn nur so können gute Oberflächen bei höchsten Drehzahlen und langer Standzeit der Werkzeuge erreicht werden. Zudem muss prozesssicher dafür gesorgt werden, dass jegliche Verschmutzung durch Mikropartikel ausgeschlossen ist. Ein weiteres, wichtiges Thema bei der Zerspanung im Kleinstsektor ist die Versorgung mit Kühlschmierstoff. Zu viel Medium bedeutet aufwendiges nachgelagertes Bauteilreinigen, zu wenig oder keine Kühlung wiederum führen zu Qualitäts- und Produktivitätseinbussen.
Wenn dann auch noch das Handling einfach gestaltet sein muss, stösst die konventionelle Fertigung an ihre Grenzen. Denn: Je kleiner das Werkzeug und Spannfutter sind, desto einfacher muss die Handhabung sein. Mit jeder Verkleinerung wird der Umgang mit externen Peripheriegeräten umständlicher und schwieriger. Mit der Schrumpf- oder der Spannzangentechnik dauert es zudem deutlich länger, bis die Werkzeuge einsatzbereit sind. Auch summieren sich bei mehrteiligen Aufbauten die einzelnen Abweichungen der Komponenten zu einer nicht unerheblichen Fehlerkette.
Damit Kunden deshalb auch im Kleinstsektor die Vorteile der Hydrodehnspanntechnik, wie einfachstes Handling, hochgenauer Rundlauf und präzise Spannung nutzen und so schnell, einfach und hochgenau fertigen können, hat MAPAL Hydrodehnspannfutter im Miniaturformat entwickelt. Ein Beispiel dafür sind die Hydrodehnspannfutter mit HSK-E25-Aufnahme für die Direktspannung von Werkzeugen mit einem Schaftdurchmesser von 3 mm. Und sich dafür die additive Fertigung zunutze gemacht. Dank innovativer Spannkammersysteme, innenliegender Wuchtgeometrien und optimal ausgelegter Kühlmittelaustritte erfüllen die MAPAL Futter alle genannten Anforderungen, die an die Hydrodehnspannfutter im Miniaturbereich gestellt werden. Sie sind erfolgreich in den verschiedensten Branchen im Einsatz – in der Elektrotechnik, der Medizintechnik, im Luft- und Raumfahrtbereich, der Uhrenindustrie, der Robotik und im Maschinenbau.
Nicht nur im Kleinstsektor erschliesst MAPAL dank der additiven Fertigung erhebliche Mehrwerte für die Kunden. Der Werkzeughersteller realisiert Konzepte, die bisher undenkbar waren. Gemäss dem Trend, dass Kunden auch in der Spanntechnik vermehrt auf individuelle Lösungen setzen.
Hydrodehnspanntechnik für jede Anwendung
Beispielweise muss für den optimalen Prozess die Spannstelle oft näher an die tatsächliche Wirkstelle am Bauteil gebracht werden, um das bestmögliche Ergebnis zu erzielen. Hierfür benötigen Anwender Spannfutter, die ohne Leistungsverlust extrem schlank gebaut sind. Schrumpffutter kommen in diesen Fällen häufig zum Einsatz. Allerdings überzeugen Hydrodehnspannfutter durch die bereits genannten Vorteile. MAPAL hat deshalb Hydrodehnspannfutter mit der schlanken Kontur von Schrumpffuttern entwickelt. Die Fertigung dieser Spannfutter ist nur möglich dank der additiven Fertigung.
Die individuell auf die jeweilige Anwendung ausgelegten Futter bieten nicht nur fertigungstechnische sondern auch wirtschaftliche Vorteile. Dafür ein Beispiel: Durch die Abmessungen eines Bauteils ist eine lange Auskragung des Werkzeugs erforderlich. Hier hat der Kunde zwei Möglichkeiten. Entweder ein anwendungsoptimiertes, langes Spannfutter in Kombination mit einem Standardwerkzeug oder ein Standardspannfutter in Kombination mit einem langen Sonderwerkzeug. Betrachtet man die unterschiedliche Lebensdauer von Werkzeug und Spannfutter, amortisieren sich die höheren Anschaffungskosten des Sonderspannfutters bereits nach wenigen Werkzeugwechseln.
Prozesssicherheit auch bei hohen Temperaturen
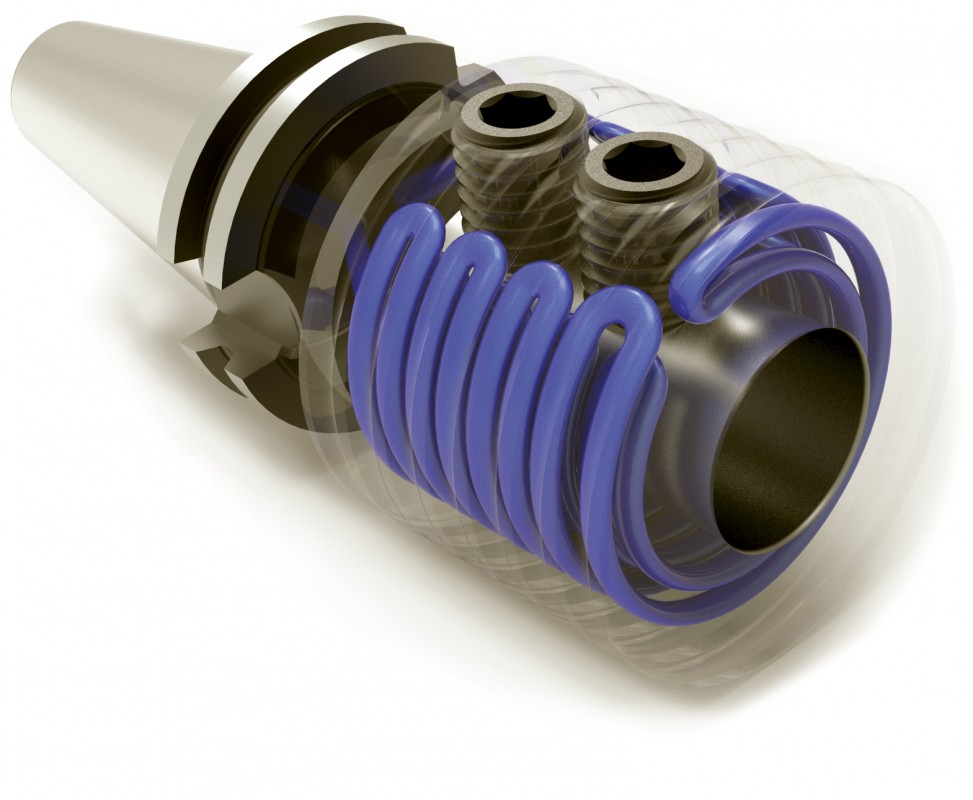
Neben miniaturisierten Spannfuttern und extrem schlanken Konturen erschliesst MAPAL für die Kunden durch den 3D-Druck ein weiteres, neues Einsatzfeld für die Spannfutter. Denn dank dieser Fertigungsmethode können Anwender die Hydrodehnspannfutter bis zu einer Temperatur von 170 °C einsetzen. Limitierender Faktor bisher war die temperaturkritische Lötstelle, die nun nicht mehr nötig ist. Das ist umso wichtiger, da die Trockenbearbeitung einen immer grösseren Anteil an allen Fertigungsprozessen, unter anderem aus Umweltaspekten, einnimmt. Und bei der Trockenbearbeitung entstehen nun mal sehr hohe Temperaturen. Auch für Bearbeitungen während derer thermische Belastungen entstehen, die über die Temperaturgrenze von 170 °C hinausgehen, hat MAPAL Lösungen entwickelt. Mithilfe der additiven Fertigung werden Kühlsysteme ins Spannfutter integriert.
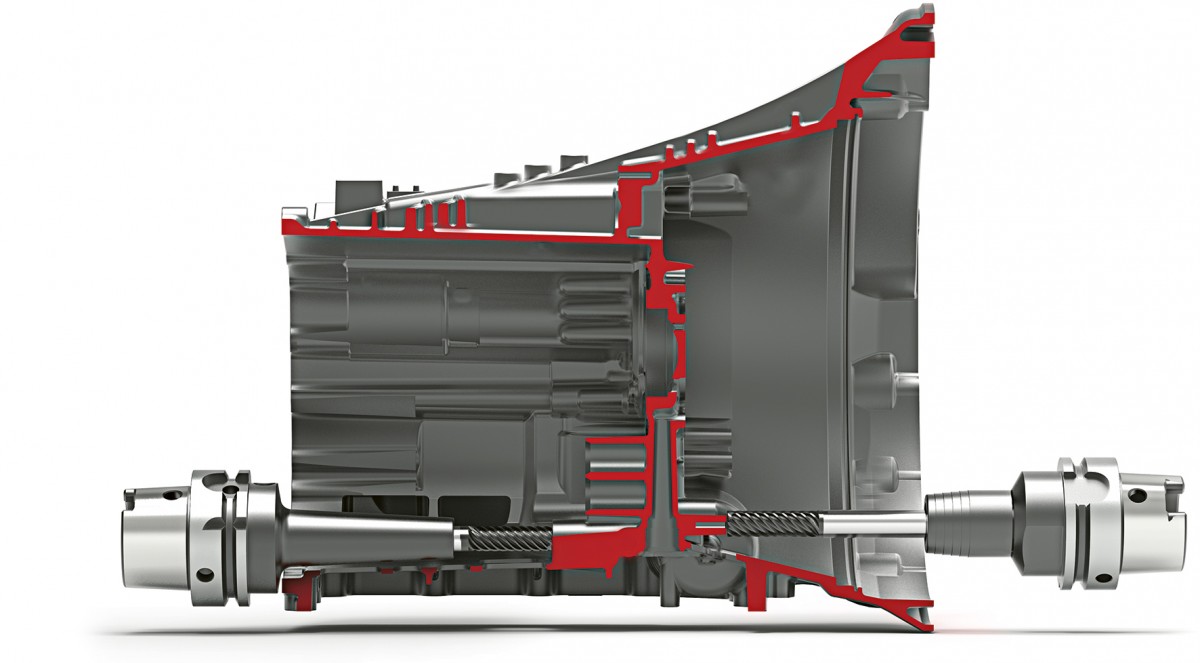
Ein Beispiel dafür ist das Rührreibschweissen. Bei diesem Verfahren taucht das rotierende Werkzeug in das Material ein und wird anschliessend zwischen den beiden zu verfügenden Aluminium-Werkstücken verfahren. Dabei entstehen hohe Prozesstemperaturen, das Material plastifiziert. Beim Abkühlen bildet sich dann eine feste, vakuumdichte Verbindung. Die Schwierigkeit dabei: Die Prozesswärme gelangt über Werkzeug und Spannfutter bis in die Maschinenspindel. Dort kann es dann zu einer Aufweitung und einem Nachrutschen des Spannfutters kommen. Kühlt das System wieder ab fixiert die Spindel das nachgerutschte Spannzeug wieder fest, sodass die Aufnahme nicht mehr entnommen werden kann. Die Folgekosten eines solchen Szenarios sind immens. Um das auszuschliessen, hat MAPAL dank additiver Fertigung einen Kühlkreislauf in das Spannfutter integriert. Die interne Luftzufuhr erfolgt über die Spindel und kann sehr feinfühlig reguliert werden. Das Gesamtsystem ist während des Rührreibschweissens stabil.
Digitalisierte Spannung
Klare Mehrwerte für die Kunden hat MAPAL also schon heute mit den Spanntechniklösungen dank neuer Fertigungsverfahren erschlossen. In Zukunft wird die Rolle der Spanntechnik aber noch bedeutender werden. Smarte Spannmittel können als Bindeglied zwischen Maschine und Werkzeug wichtige Daten zur Bearbeitung liefern. Denn gerade in der Massenfertigung setzen Zerspaner mehr und mehr auf intelligente Fertigungsstrukturen mit einem hohen Automatisierungsgrad.
Um Energie, Daten und Medien vom Werkzeug an die Maschine oder andersherum zu übertragen, ist ein neuer Ansatz erforderlich. Die relevanten Daten können nur im rotierenden System gesammelt werden. Intelligente Werkzeuge oder Sensoren müssen also dort die Daten erfassen, wo während der Bearbeitung Zerspankräfte wirken und eventuell kritische Temperaturen oder Vibrationen auftreten. Anschliessend muss die direkte Datenübertragung gesichert sein, um umgehend auf den Prozess einwirken zu können. Gemeinsam haben Experten aus Industrie und Forschung/Lehre deshalb den HSK-i als intelligente Schnittstelle entwickelt. Dieser ermöglicht die bidirektionale Energie- und Datenübertragung. Damit das funktioniert, ist die HSK-Planfläche mit acht elektronischen Kontakten ausgestattet. Im Moment arbeiten die Experten intensiv daran, dieses System vom Prototyp-Stadium zur Marktreife mit entsprechender Normung zu bringen.
Denn der Mehrwert, die diese Lösung für den Kunden bieten könnte, ist unumstritten. Durch Daten, die direkt von der Wirkstelle kommen, sind die Zerspaner beispielsweise über die Krafteinwirkung am Werkzeug informiert. So können sie Rückschlüsse auf die verbleibende Standzeit ziehen. Er kann also seine Werkzeuge standzeittechnisch länger einsetzen oder im Umkehrschluss rechtzeitig vor einem Werkzeugbruch und damit möglicherweise der Beschädigung des Bauteils austauschen. Zudem können dank entsprechender Daten Dispositionsgrössen genauer bestimmt und der digitale Service für Kunden ausgebaut werden.
Unterschiede zur Datenübertragung per Funk
Zwar gab es auch zuvor die Möglichkeit, Daten aus dem Arbeitsraum zu übertragen, allerdings ausschliesslich über Funk. Batterien versorgen die entsprechenden Geräte mit Strom. Das bedeutet aber eine hohe Wartungsintensität und ist für viele Zerspaner nicht effizient einsetzbar. Erst dadurch, dass der HSK-i Daten direkt aus dem Arbeitsraum zur Maschinensteuerung überträgt, wird die Datenübertragung einfach, schnell und ohne intensiven Wartungsaufwand möglich. Zudem sind es die Möglichkeiten der Vernetzung, die Sensorlösungen heute für Zerspaner interessant machen. Wurden früher Daten gesammelt, war deren Auswertung sehr aufwendig und stand in keinem Verhältnis zum Nutzen. Heute gibt es dafür Assistenzsysteme. Zudem sind die Maschinen deutlich adaptiver und können entsprechend reagieren.
Die Vernetzung und die digitalisierte Spannung sind Bereiche, die noch enorm viel Potenzial bieten. Und so forscht MAPAL weiter – zum einen an immer neuen Lösungen, die es Kunden erlauben, die Hydrodehnspanntechnik in neuen Bereichen oder noch effizienter einzusetzen. Zum anderen an intelligenten Systemen, die die Datenerfassung und -übertragung erleichtern beziehungsweise erst ermöglichen.
INFOS | KONTAKT
MAPAL Dr. Kress KG
Gässli 10
CH-4588 Brittern
T +41 (0)32 661 01 80
www.mapal.com
andreas.mollet@ch.mapal.com

Branchentreffpunkt für Medizintechnikunternehmen
9. und 10. September
www.medtech-expo.ch
Die Fachmesse für Industrieautomation
10. und 11. September
www.automation-wetzlar.de

Weltleitmesse für Fügen, Trennen, Beschichten
15. bis 19. September
www.schweissen-schneiden.com