Sindex, Bern
Treffpunkt der Schweizer Technologiebranche
2. bis 4. September
www.sindex.ch
Bilder: TOX PRESSOTECHNIK GmbH & Co. KG
Die neuen EU-Abgasnormen für LKW stellen die Automotive-Branche und ihre Zulieferer vor grosse Herausforderungen – auch die Pierburg GmbH, die für einen namhaften Hersteller die zeitnahe Fertigung von Abgasrückführungs- und Rückschlagventilen übernehmen sollte.
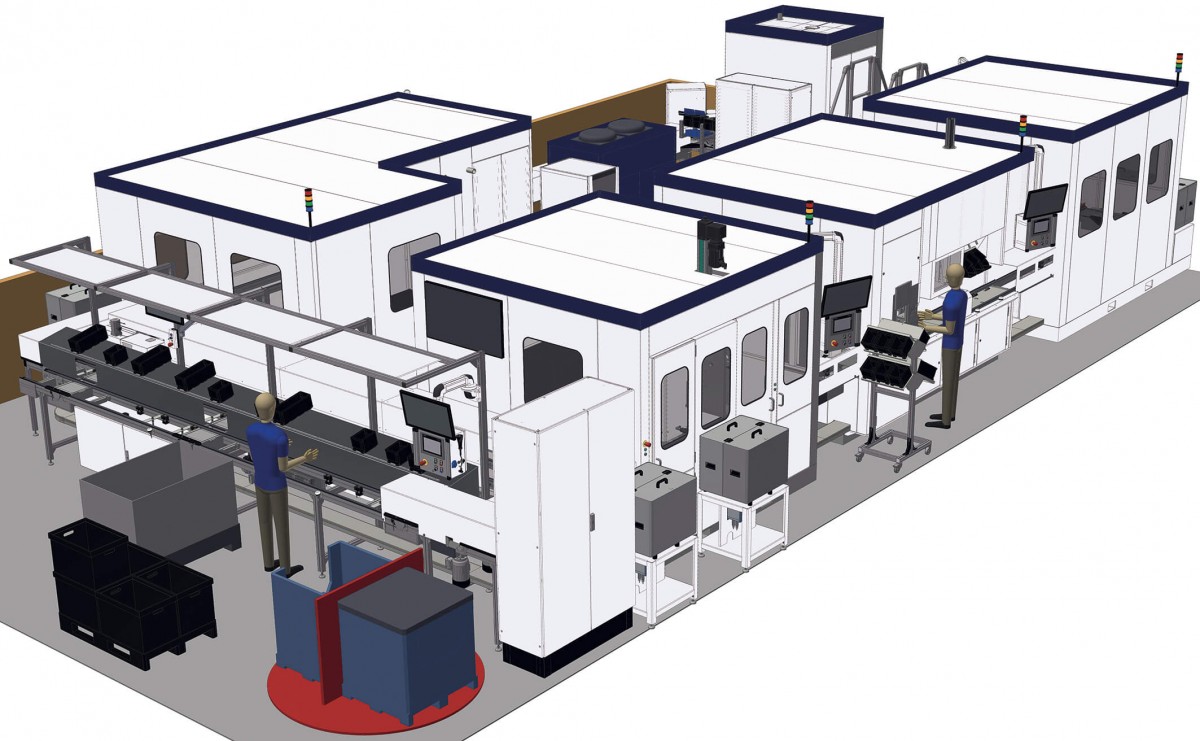
Das Berliner Unternehmen setzt dafür auf eine hochmoderne und flexible Fertigungslinie mit pneumohydraulischen und elektrischen Antrieben von TOX PRESSOTECHNIK. Gemeinsam mit dem niederländischen Automatisierungsspezialisten Manders sorgte der baden-württembergische Maschinenbauer dafür, dass die Produktion nach gerade einmal sechs Monaten einsatzbereit war.
In der Europäischen Union gelten seit Kurzem mit der Euro-VI-Norm deutlich strengere Abgasvorschriften für Lastkraftwagen. Ziel ist es, den Güterverkehr auf europäischen Strassen emissionsärmer und umweltverträglicher zu machen. LKW-Hersteller müssen dafür ihre Motoren entsprechend anpassen, um den Schadstoffausstoss zu reduzieren. Eine wichtige Rolle spielt dabei die Abgasrückführung (AGR): Bei diesem Verfahren wird ein Teil des Abgases der Ansaugluft wieder zugemischt. Dies senkt den Sauerstoffanteil im Kraftstoff-Luft-Gemisch sowie die Verbrennungstemperatur in den Zylindern. Das Ergebnis sind weniger Stickoxid-(NOx)-Emissionen im Abgas.
Genauigkeit war die grösste Herausforderung
Ein zentrales Bauteil der Abgasrückführung ist das sogenannte AGR-Ventil. Es ist in ein Bypass-Gehäuse integriert, in dem eine angetriebene Klappe das Gas zurück in die Verbrennungskammer leitet. Ein separates Rückschlagventil verhindert, dass Luft aus dem Motor durch das AGR-Ventil in den Bypass zurückströmt. Die Berliner Pierburg GmbH, ein Tochterunternehmen des Automobilzulieferers Rheinmetall Automotive AG, produziert diese beiden Ventiltypen für einen namhaften LKW-Hersteller auf einer kombinierten Fertigungslinie. Kurze Umrüstzeiten sind dabei von grosser Bedeutung, damit der Spezialist flexibel auf den jeweiligen Bedarf reagieren kann. Ein fliessender, halbautomatischer Umrüstprozess sorgt dafür, dass dieser Vorgang nicht mehr als 9 Min. in Anspruch nimmt.
Verantwortlich für die Entwicklung der Fertigungslinie war das niederländische Familienunternehmen Manders Automation. Die AGR- und Rückschlagventile werden aus vorgefertigten Unterbaugruppen hergestellt. Die kurzen Umrüstzeiten waren dabei nicht die einzige Herausforderung, erinnert sich Rudy Ehren, Technischer Projektmanager bei Manders: «Um diese zu erreichen, haben wir die Linie mit fest zugeordneten Bearbeitungsstationen und Robotern mit automatisierten Greiferwechselsystemen ausgestattet.» Weitaus komplizierter gestaltete sich die Einhaltung der geforderten Genauigkeit, mit der unter anderem die Lagerbuchsen in das Ventilgehäuse gepresst werden müssen. «Die Maschinen mussten nicht nur äusserst präzise arbeiten und sämtliche Prozessdaten erfassen und speichern, sondern auch Verformungen der Ventilgehäuse und des Pressenrahmens von vornherein ausschliessen.» Manders Automation suchte daher Unterstützung bei TOX PRESSOTECHNIK: Das ebenfalls familiengeführte Unternehmen mit Sitz in D-88250 Weingarten ist auf robuste und hochwertige Pressenantriebe für unterschiedliche industrielle An-
wendungen spezialisiert.
Pneumohydraulische und elektrische Antriebe in einer Fertigungslinie
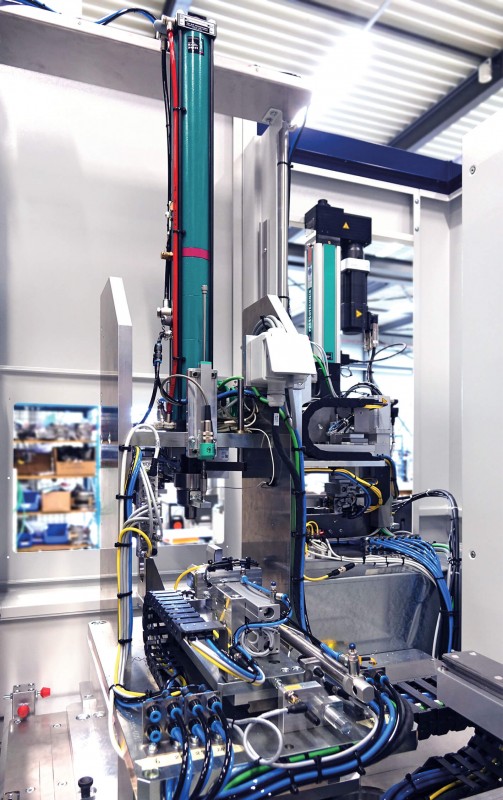
Zum Einsatz kommen in der neuen Fertigungslinie von Pierburg sowohl der TOX-ElectricDrive als auch das TOX-Kraftpaket: Insgesamt drei der elektrischen Servoantriebe und ein pneumohydraulischer Antrieb sind in die Anlage integriert. Die Lagerbuchsen der AGR-Ventile müssen mit einer maximalen Toleranz von 0,05 mm in ihre Endposition eingepresst werden. Dies war jedoch nicht ohne weiteres möglich: «Der Ventilkörper und der Pressenrahmen verformen sich aufgrund der Einpresskräfte minimal. Das galt es zu verhindern», beschreibt Rudy Ehren. Ein Spanndorn kam als Lösung nicht in Frage, da sich dieser entfernen lassen müsste, ohne die Lagerbuchsen zu beschädigen. «Das war in diesem Fall unmöglich, da wir mit einer Kraft von zehn Kilonewton pressen», kommentiert der Projektmanager. Eine geteilte Schablone wäre eine Option gewesen, um den Dorn ohne Kraft herauszuziehen, sei aber auch sehr komplex umzusetzen. «Stattdessen haben wir ein externes Messgerät zwischen den beiden Buchsen angebracht, welches deren Position während der Pressung aufzeichnet. Dadurch können wir jede Verformung exakt messen und über die Software entsprechend gegensteuern.»
Die externe Messung ermöglicht es, jegliche Verformung des Ventilkörpers oder des Rahmens auszuschliessen und die Bauteile genau zu positionieren. Um zu berechnen, wie weit die Presse drücken soll, sendet das Messgerät seine Daten an das TOX-Steuerungssystem. Da sich das Material der Ventilkörper während des Pressvorgangs auch verbiegt, ist dieses System besonders wichtig. «Wir müssen die Geschwindigkeit und die Kraft genau überwachen», betont Rudy Ehren. «Dabei verlassen wir uns voll und ganz auf die Steuerung von TOX PRESSOTECHNIK.» Die hohe Präzision, mit der sich die servoelektrischen TOX-Antriebe ansteuern und regeln lassen, war ein entscheidendes Kriterium, warum sich Manders für den Lieferanten aus Süddeutschland entschied. Hinzu kam, dass alle relevanten Daten des Pressvorgangs automatisch aufgezeichnet werden – ideal für eine rückverfolgbare Fertigung in hoher Qualität.
Die Technik überzeugt – genau wie der Service
Bei der Produktion der AGR-Ventile wird eine spezielle Lagerbuchse induktiv aufgeheizt. Eine TOX-Presse bringt daraufhin in exakt kontrollierbarer Geschwindigkeit einen Ventilschaft in die benötigte Position. Dieser wird anschliessend erneut gepresst, wobei die Position des Schafts sowie die Presskraft gemessen werden. Am Ende der Linie befindet sich eine Kontrollstation, die jedes Ventil auf seine Dichtheit hin überprüft und ein Label anbringt, mit dem sich jedes einzelne Bauteil rückverfolgen lässt. «Die Servoantriebe von TOX PRESSOTECHNIK sind eine echte Plug-&-Play-Lösung, mit der wir direkt loslegen konnten», lobt Rudy Ehren. «Auch in puncto Sicherheit haben uns die Komponenten rundum überzeugt.» Ein weiterer Pluspunkt für Manders Automation war die enge und unkomplizierte Zusammenarbeit der Kollegen in den Niederlanden und in Süddeutschland. «Service wird bei TOX PRESSOTECHNIK extrem grossgeschrieben. Sogar in den Ferienzeiten haben wir auf unsere Fragen immer schnell eine Antwort bekommen.» Für den Automationsspezialisten ist diese Flexibilität ein entscheidendes Kriterium – vor allem, wenn es darum geht, komplette Produktionslinien unter grossem Zeitdruck zu realisieren. «Gerade in der Automotive-Industrie zahlt sich Schnelligkeit aus», resümiert Rudy Ehren. «Ich bin mir deshalb sicher, dass das nicht unser letztes gemeinsames Projekt mit TOX PRESSOTECHNIK gewesen ist.»
INFOS | KONTAKT
TOX® PRESSOTECHNIK AG
Rünenbergerstrasse 44
CH-4460 Gelterkinden
T +41 (0)61 981 33 70
ch.tox-pressotechnik.com
info@tox-ch.com


Branchentreffpunkt für Medizintechnikunternehmen
9. und 10. September
www.medtech-expo.ch
Die Fachmesse für Industrieautomation
10. und 11. September
www.automation-wetzlar.de

Weltleitmesse für Fügen, Trennen, Beschichten
15. bis 19. September
www.schweissen-schneiden.com