Sindex, Bern
Treffpunkt der Schweizer Technologiebranche
2. bis 4. September
www.sindex.ch

Bilder: Starrag
In Kooperation mit einer Roboterzelle stellen zwei Heckert 5-Achs-Horizontal-Bearbeitungszentren prozessaufwändige Planetenradträger her. Rüstzeiten fallen kaum ins Gewicht, das automatisierte Paletten-, Greifer- und Werkzeughandling sowie die intelligente Choreografie der einzelnen Bearbeitungsschritte sorgen für kürzeste Prozess- und Durchlaufzeiten.
Voith profitiert von einem hohen Mass an Präzision, Effizienz und Prozesssicherheit. Dadurch steigert das Unternehmen seine Produktivität, senkt Stück-, Werkzeug- und Vorrichtungskosten und spart Produktionsfläche. Keine andere Fertigungslösung am Markt bietet aktuell eine derart hohe Dichte an Verfahrensintegration.
Automatisierte Schaltgetriebe sind moderne Automaten zur Kraftumsetzung. Sie bestehen aus einer Vielzahl ineinandergreifender, Kraft und Drehmoment führender Bauteile. Die Typenvielfalt ist gross, Fahrzeughersteller verlangen neben einem geringen Gewicht höchste Leistungsfähigkeit und Robustheit. Schliesslich sollen die Getriebe im Einsatz durch Laufruhe und geringe Reibungsverluste überzeugen.
Getriebeproduzenten müssen in der Lage sein, diverse Varianten in wechselnder Stückzahl just in time ans Montageband der Automobilunternehmen zu liefern. Das stellt hohe Anforderungen an die Fertigungsanlagen, -verfahren und Logistik. Der Getriebehersteller Voith schrieb im Jahr 2018 den Bau einer Anlage zur automatisierten Produktion von Planetenradträgern aus. Die im Lastenheft formulierten Anforderungen waren sehr anspruchsvoll: Bei einer Jahresproduktion von mehreren tausend Teilen sollten mehrere verschiedene Bauteilvarianten auf flexible Art und Weise mit lediglich zwei Spannlagen herstellbar sein. Bei höchsten Ansprüchen an die Präzision, Fehlertoleranz und Prozesssicherheit, versteht sich. «Das schien uns zunächst recht visionär und mit den gängigen Technologien und Verfahren auf den ersten Blick nur schwer machbar», erinnert sich der leitende Project Engineer Matthias Gündel. «Aber mit einer guten Portion Ingenieurs-Know-how, Entwicklergeist und einer engen Kooperation mit Voith haben wir das anspruchsvolle Projekt gestemmt.»
Spezifikationen eines Lastenheftes lassen sich meist auf unterschiedliche Art und Weise umsetzen. Doch nicht alle Lösungen sind am Ende produktiv oder gar effizient. Exakt hier setzen kreatives Ingenieurswissen und jahrzehntelange Technologie- und Prozesserfahrung an: Als Hersteller hochproduktiver Horizontal- Bearbeitungszentren zum Fräsen, Drehen und Bohren von Werkstücken geniesst Starrag seit Jahren einen exzellenten Ruf. Heckert-Maschinen aus Chemnitz sind führend bei der Bearbeitung kubischer Werkstücke insbesondere für Anwendungen in der Transportindustrie, der Windenergie oder im Präzisionsmaschinenbaus.
Mit Elan machten sich die Ingenieure und Konstrukteure von Starrag gemeinsam mit dem Automatisierungsspezialisten SAV mit Sitz in Mittweida an die Entwicklung einer in dieser Form einzigartigen Fertigungsanlage. «Schnell war klar, dass unser bewährtes Bearbeitungszentrum Heckert T45 in der Lage sein würde, die aus Drehen, Fräsen und Bohren bestehenden Anforderungen zu erfüllen. Die besondere Herausforderung bestand jedoch darin, automatisierte und Zeit sparende Lösungen zum Vorbereiten und Rüsten in Kombination mit einem cleveren Prozesshandling zu entwickeln», sagt Matthias Gündel.
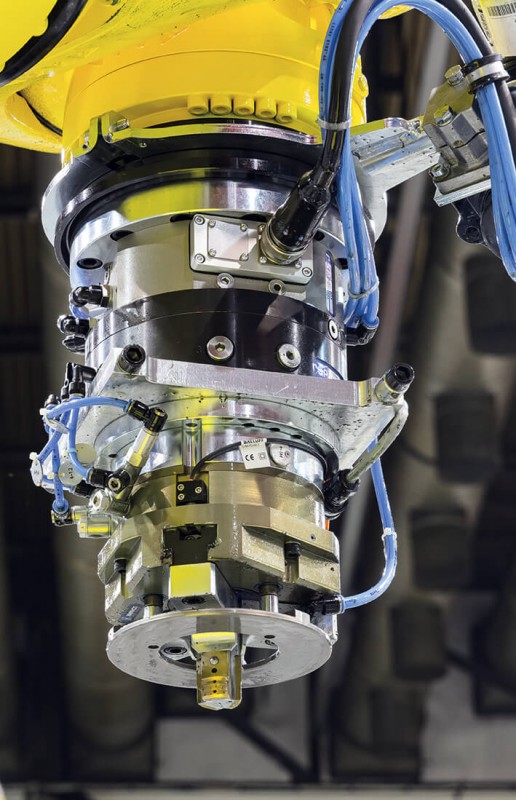
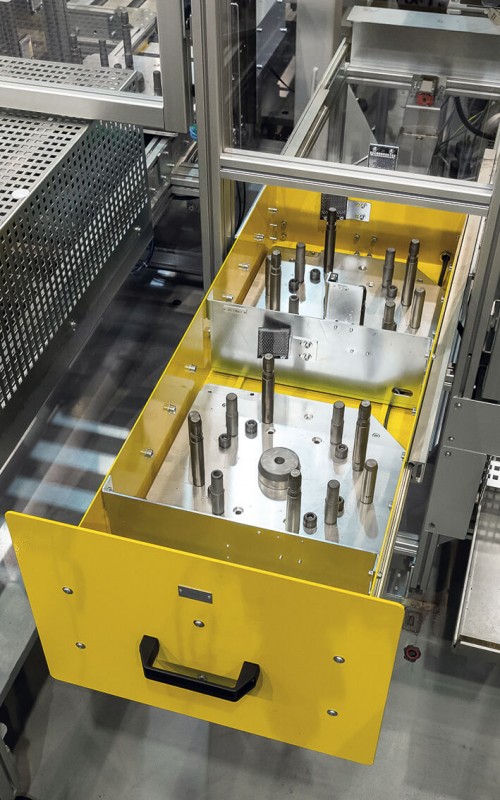
Tatsächlich war die Planungs- und Umsetzungsphase ein Lehr- und Lernprojekt für alle Beteiligten. «Die hohe Integration von Fertigungsschritten, gepaart mit vollautomatischer Umrüstung, ist in dieser Anlage einzigartig. Machbar war dies letztlich nur durch eine enge Zusammenarbeit aller Beteiligten, von der Konzeption bis zur Installation der Fertigungsanlage in unserer Fertigung», sagt Friedrich Oberländer, Director Production Technology bei Voith in Heidenheim. Die automatisierte Handling-, Logistik- und Fertigungslösung besteht im Kern aus zwei kompakten Heckert T45 5-Achs-Horizontal-Bearbeitungszentren und einer verbindenden Roboterzelle. Der Roboter fungiert quasi als Master und orchestriert die gesamte automatisierte Bearbeitungsanlage: Er prüft die eingehenden Bauteile und be- beziehungsweise entlädt die beiden Bearbeitungszentren. Diese können identische oder unterschiedliche Typvarianten bearbeiten. Die extrem kurzen Prozess- und Durchlaufzeiten rühren nicht zuletzt daher, dass sich der Roboter die jeweils erforderlichen Greifer und typspezifischen Paletten selbständig und parallel zur Hauptzeit rüstet. Gibt der Bediener über das HMI eine neue Serie zur Produktion frei, wechselt der Roboter innerhalb von nur acht Sekunden das gesamte Equipment. Die erforderlichen Greifer- und Paletten-Applikationen liegen vormontiert und aufnahmebereit im Lagersystem der Roboterzelle.
«Mit dieser innovativen Produktionslösung verringern wir die bis dahin übliche Prozesszeit um die Hälfte! Während die Anlage das Bauteil auf der einen und nach dem Umspannen auf der anderen Seite in jeweils unter 10 min. bearbeitet, nutzt der Roboter die Hauptzeit zur Vorbereitung des nächsten Werkstückes», betont Application Engineer Nico Lämmel stolz, der wesentliche Teile programmiert und die Anlage letztlich in Bewegung gesetzt hat.
Weil im Gegensatz zum konventionellen Fertigungsprozess der Wechsel von Maschine zu Maschine, das damit verbundene Neuaufspannen, die Installation von Spannvorrichtungen, Werkzeugen und mitunter auch die Teilereinigung entfällt, verkürzt sich auch die Gesamtdurchlaufzeit drastisch. Die gewählte Produktionslösung bietet einen optimalen Teilefluss und somit einen geringen WIP-Bestand (Work in Process). Das Zwischenlagern der Bauteile, auf extra dafür freizuhaltenden Flächen entfällt somit. «Aus Erfahrung wissen wir, dass die Produktion einer Bauteilserie je nach Organisation der Prozess- und Intralogistik lange Zeit in Anspruch nehmen kann, bis sie montagefertig zur Verfügung steht. Mit der neuen Anlage sind wir nun nachweislich deutlich schneller.», ist Nico Lämmel überzeugt.
In welchem Umfang Anwender von zusätzlichen Vorteilen profitieren, macht der unmittelbare Vergleich zwischen dem bisherigen und dem neuen, integrierten Fertigungsverfahren von Starrag sichtbar: «Legt man eine Jahresleistung von 50’000 Teilen pro Jahr zugrunde, halbieren wir mit unserer Anlage nicht nur die Prozesszeit. Der Nutzer steigert seine Flächenproduktivität je nach Anwendungsfall bis zum Zweieinhalbfachen, reduziert die Werkzeugkosten um rund ein Viertel und kann dabei die Vorrichtungskosten um 50 Prozent senken», bemerkt Marketing Manager Christian Queens. «So viele USPs auf einen Streich gibt es nicht alle Tage!»
Ein genauer Blick auf den eigentlichen Bearbeitungsprozess demonstriert, warum die gewählte Fertigungslösung für höchste Präzision und Zuverlässigkeit steht: Ist das Bauteil erst einmal aufgespannt, beginnt eine optimal abgestimmte Abfolge an Schrupp-, Schlicht-, Dreh-, Spindel-, Fräs- und Bohrarbeitsgängen mit schnellen Drehzahlanläufen und Abbremsungen. Für die vielfältigen Aufgaben stellt das Magazin 60 Werkzeuge zur Verfügung, die teilweise inner- halb von einer Sekunde von Innen- auf Aussenbearbeitung wechseln können. Oder Multitools mit diversen Drehwerkzeugen an Bord, die Werkzeugwechsel überflüssig machen. «Die Heckert T45 beherrscht sämtliche Bearbeitungsaufgaben und steht für Ultra-Hochpräzision. Zentrales Element ist ein leistungsfähiger Drehtisch mit einer Maximaldrehzahl von 900 min-1, der gleich mehrere Drehmaschinen des konventionellen Prozesses ersetzt. Ausgestattet mit einer HSK-T100- Werkzeugaufnahme und 5 Achsen bietet Starrag als einziges Unternehmen einHorizontalbearbeitungszentrum, das Spannhydraulik mit Mill Turning kombinieren kann», erläutert Nico Lämmel. Der integrierte Prozessablauf zeigt anschaulich, wie Starrag anspruchsvolle Anforderungen in innovative Lösungen verwandelt.
Bereits bei den ersten Demoläufen zeigte sich Voith von der Effizienz, Leistungsfähigkeit und Schnelligkeit der Anlage beeindruckt. Die hochinnovative Fertigungslösung liefert den Nachweis, dass typische Drehteile keineswegs ausschliesslich auf Drehmaschinen gefertigt werden müssen. «Das Besondere an der Anlage ist, dass die unproduktiven Rüstzeiten parallel zur Hauptzeit des Bearbeitungszentrums liegen und die Durchlaufzeit damit drastisch verkürzt wird. Mit diesem optimierten und flexiblen Konzept können wir unterschiedliche Bauteile in mehreren Varianten fertigen und unmittelbar auf Kundenanforderungen reagieren», fasst Friedrich Oberländer die Vorzüge zusammen. Ein intelligenter Lösungsansatz, der definitiv nicht nur in der Automobilbranche auf Interesse stossen wird.
INFOS | KONTAKT
Starrag AG
Seebleichestrasse 61
CH-9404 Rorschacherberg
T +41 (0)71 858 81 11
www.starrag.com
info@starrag.com


Branchentreffpunkt für Medizintechnikunternehmen
9. und 10. September
www.medtech-expo.ch
Die Fachmesse für Industrieautomation
10. und 11. September
www.automation-wetzlar.de

Weltleitmesse für Fügen, Trennen, Beschichten
15. bis 19. September
www.schweissen-schneiden.com