Sindex, Bern
Treffpunkt der Schweizer Technologiebranche
2. bis 4. September
www.sindex.ch
Bilder: EGS
Wer grosse Serien zerspanend bearbeiten muss, benötigt schnelle Maschinen, die im Idealfall vollautomatisiert arbeiten. Dienstleister Schwab setzt hierfür auf eine Zellenlösung, die aus zwei dreiachsigen Brother Highspeed-Bearbeitungszentren mit integriertem pL LEHMANN CNC-Drehtisch besteht, welche von einem Roboter bedient werden.
Die Firma Schwab CNC Metallbearbeitung mit Sitz in D-74585 Rot am See fertigt hochqualitative Fräs- und Drehteile für diverse Branchen. Die Philosophie des Zulieferunternehmens, das von Rainer Schwab gemeinsam mit seinem Sohn Markus Schwab geleitet wird, lautet: «Wir bieten professionelle Betreuung während des gesamten Produktlebenszyklus – von der Prototypenentwicklung über die Serienfertigung bis hin zum Ersatzteil.»
Ein typisches Werkstück aus dem Hause Schwab ist ein Gehäusebauteil aus Magnesium für ein adaptives Lenksystem in Kraftfahrzeugen. Schon seit längerer Zeit gehört es bei Schwab zu den immer wieder vom Kunden abgerufenen Produkten. Die Stückzahlerhöhung auf eine Jahresausbringung von bis zu 250’000 Teilen war im Jahr 2019 der Auslöser dafür, diese Bearbeitung zu automatisieren. Eine Aufgabe, die Schwab der EGS Automatisierungstechnik GmbH aus D-78166 Donaueschingen übertrug.
Ausgangspunkt für den Automatisierungsprozess war das bereits vorhandene Bearbeitungszentrum Brother Speedio S 1000 X1, das Rainer und Markus Schwab 2016 bei der W&R Industrievertretung GmbH, D-55252 Mainz-Kastel, gekauft hatten. Unter anderem vertreibt W&R Bearbeitungszentren von Brother – inklusive der vom Kunden gewünschten individuellen Anpassung. Eine solche liessen die beiden Schwab-Geschäftsführer nachträglich vornehmen: Die Speedio S 1000 X1 erhielt 2017 eine zusätzliche vierte CNC-Achse. W&R Geschäftsführer Jürgen Reimer erinnert sich: «Wir haben damals den CNC-Drehtisch EA-520 von pL LEHMANN empfohlen, der das grosse Brother Highspeed-Zentrum ideal ergänzt. Dieser Drehtisch überzeugt durch hohe Dynamik, lange Einschaltdauer und sehr kurze Taktzeiten. Besonders wichtig für die Einsatzfälle bei Schwab sind das hohe Klemmmoment von bis zu 2000 Nm und das Vorschubmoment von bis zu 440 Nm – bei einer sehr kompakten Bauform. Ich kenne keinen anderen Drehtisch in vergleichbarer Grösse, der solche Momente bietet. Die meisten Mitbewerbermodelle sind dann mindestens doppelt so gross.»
Ein Roboter versorgt zwei Bearbeitungszentren
Zurück zur automatisierten Bearbeitung des Gehäusebauteils: EGS entwickelte eine Fertigungszelle, in der die Bearbeitung der beiden Werkstückseiten nacheinander auf zwei Maschinen erfolgt. Bei der ersten, der Brother Speedio S 1000 X1, ist auf dem Lehmann-Drehtisch EA-520 eine von Schwab selbst entwickelte Spannvorrichtung montiert, die parallel vier Bauteile aufnehmen kann. Rund 6 Min. dauert hier der Zyklus von Fertigung und Werkstückwechsel für alle vier Teile. Damit gibt die Maschine den Takt für die gesamte Automatisierung vor.
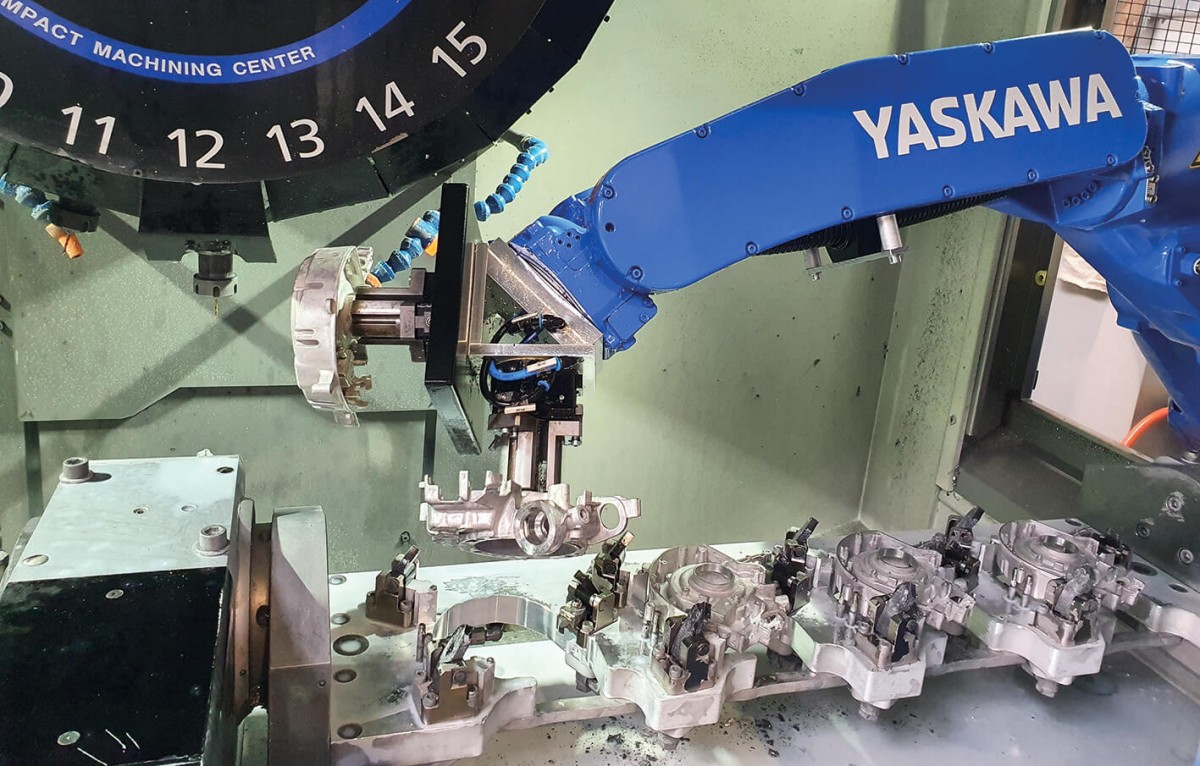
Direkt nachdem die Bearbeitung auf der Speedio S 1000 X1 beendet ist, entnimmt der Roboter die vier halbfertigen Werkstücke und legt neue Rohteile ein. Die Halbfertigteile legt er auf eine kombinierte Ablage- und Wendestation mit vier Werkstückaufnahmen, von wo er sie gewendet zur Beladung der zweiten Maschine wieder entnimmt. Dort findet dann die Rückseitenbearbeitung der Werkstücke statt.
Mit CNC-Drehtisch zu effizienter Mehrseitenbearbeitung
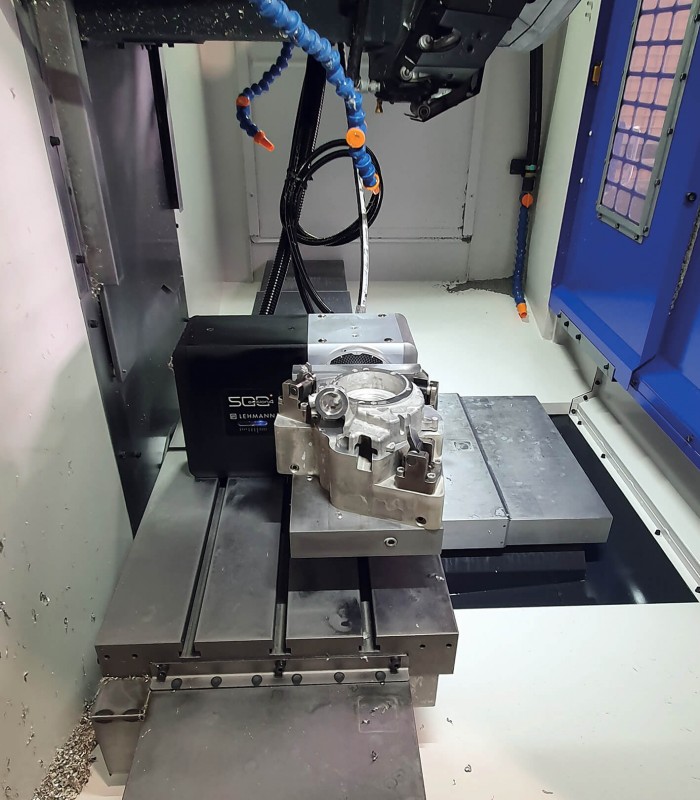
Auch diese, extra für die Fertigungszelle angeschaffte Brother Speedio S 700 X1 ist mit einer zusätzlichen vierten CNC-Achse ausgestattet, einem Drehtisch EA-510 von pL LEHMANN. W&R-Geschäftsführer Jürgen Reimer erklärt: «Viele unserer Kunden setzen auf Mehrseitenbearbeitung, da sie dadurch nicht mehrmalig Umspannen müssen. So lassen sich Nebenzeiten einsparen und Umspannfehler vermeiden. Mit einer zusätzlichen vierten beziehungsweise fünften Achse auf unseren schnellen dreiachsigen Brother-Maschinen sind solche Bearbeitungen oft noch produktiver und wirtschaftlicher zu erledigen, als mit kompletten 5-Achs-Maschinen.»
Dass W&R in den meisten Fällen die Produkte von pL LEHMANN empfiehlt, hat seine Gründe. Laut Reimer bieten diese besonders hohe Klemmkräfte und Vorschubmomente bei geringem Platzbedarf: «Dazu kommen eine hohe Dichtigkeit, exzellente Optik und ein super Preis-Leistungs-Verhältnis. Ausserdem bietet pL LEHMANN schon im Standard eine Vielzahl an Variationsmöglichkeiten hinsichtlich Spannung, Drehdurchführung, Gegenlager und so weiter. Das ist wirklich einzigartig.»
Schnelle Rückseitenbearbeitung
Da die Zerspanungsaufgaben an der Rückseite weitaus weniger umfangreich sind als die an der Vorderseite, werden hier die Teile einzeln aufgespannt und mit Highspeed abgearbeitet. Dafür ist die etwas kleinere Brother Speedio vom Typ S 700 X1 ideal geeignet, die durch eine maximale Beschleunigung von 2,2 g in der Z-Achse und jeweils 2 g in X- und Y-Achse Sprintqualitäten zeigt.
Wie bei der Speedio S 1000 X1 erfolgt auch bei der Speedio S 700 X1 die automatische Beladung seitlich durch eine spezielle, von W&R nachgerüstete Luke, die in den Sicherheitskreis der Maschine und der Roboterzelle eingebunden ist. Für diese Aufgabe wählten die EGS-Anlagenentwickler den sechsachsigen Industrieroboter MOTOMAN GP25 von Yaskawa. Er verfügt sowohl über die erforderliche Reichweite, um an alle Positionen auf den Vorrichtungen zu gelangen, als auch über die notwendige Präzision fürs Handhaben und Einlegen der Teile sowie die gewünschte hohe Verfahrgeschwindigkeit.
Perfekt abgestimmt
Mit den Kernelementen Brother BAZ inklusive LEHMANN-CNC-Drehtisch, Yaskawa-Roboter und einem Palettensystem mit einer Speicherkapazität für 480 Roh- und Fertigteile konnte EGS Automatisierungstechnik alle Wünsche von Rainer und Markus Schwab erfüllen. So erlaubt die Anlage zwölf autonome Fertigungsstunden. Für Rüstvorgänge und Anlaufteile ist der Bearbeitungsraum der Maschinen auch weiterhin händisch zugänglich. Die Erfahrung von Rainer und Markus Schwab: «Mit unserer automatisierten Fertigungszelle erreichen wir eine deutlich gesteigerte Produktivität, die sich gerade bei den hohen Stückzahlen auszahlt.»
INFOS | KONTAKT
Peter Lehmann AG
Bäraustrasse
CH-3552 Bärau
T +41 (0)34 409 66 66
www.lehmann-rotary-tables.com
sales@plehmann.com

Branchentreffpunkt für Medizintechnikunternehmen
9. und 10. September
www.medtech-expo.ch
Die Fachmesse für Industrieautomation
10. und 11. September
www.automation-wetzlar.de

Weltleitmesse für Fügen, Trennen, Beschichten
15. bis 19. September
www.schweissen-schneiden.com